Índice
En las operaciones de minería, canteras, construcción y excavación de túneles, la eficacia de la perforación no es una nota técnica a pie de página, sino un factor de coste directo. Cada metro perforado con demasiada lentitud, cada broca sustituida demasiado pronto y cada rotura de varilla no planificada se traducen en pérdidas cuantificables en la cuenta de resultados.
Entre los principales métodos de perforación por percusión, Top Hammer Drilling ofrece sistemáticamente los mayores índices de penetración y el menor coste por metro (CPM) en formaciones rocosas de dureza media a alta - cuando se seleccionan las herramientas adecuadas, se especifican correctamente y se mantienen adecuadamente.
Pero, ¿qué es exactamente la perforación con martillo en cabeza? ¿Y qué separa una barra de perforación que sobrevive 50 metros de otra que supera los 300?
En RockHound, diseñamos y fabricamos la sarta de perforación de martillo en cabeza completa, desde los adaptadores de vástago hasta las brocas de botón. Esta guía explica la mecánica, la ciencia de los materiales, los principios de diseño de ingeniería y los datos de rendimiento reales que hay detrás de los sistemas de martillo en cabeza de alto rendimiento.
¿Qué es la perforación con martillo en cabeza? Mecanismo y principio
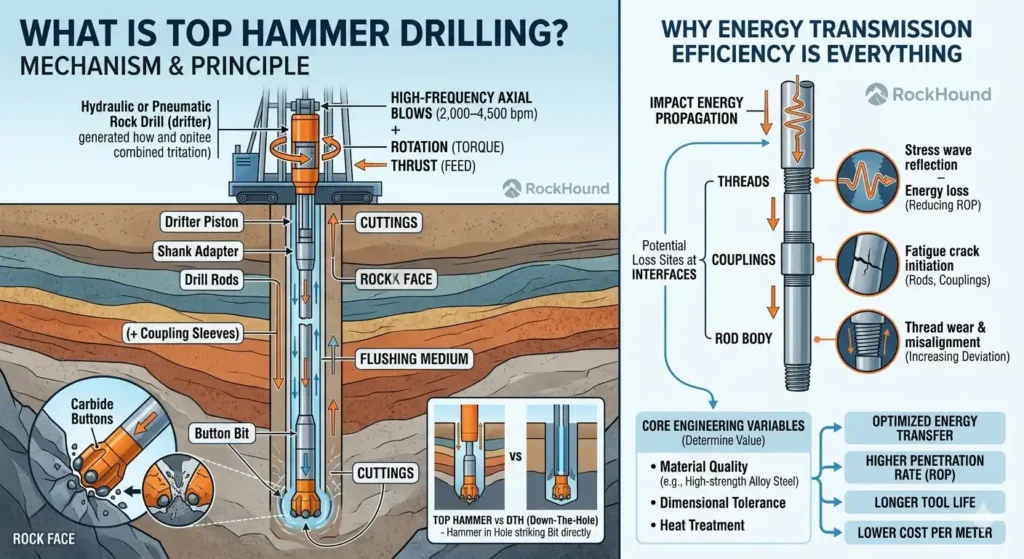
La perforación con martillo en cabeza es una método de perforación rotatoria por percusión en la que la energía de impacto se genera totalmente sobre el suelo -en la parte superior de la sarta de perforación- mediante una perforadora de roca hidráulica o neumática (drifter). Esto la distingue de la perforación DTH (Down-The-Hole), en la que el martillo se desplaza por el agujero y golpea la broca directamente en la pared rocosa.
En un sistema de martillo en cabeza, la perforadora propina golpes axiales de alta frecuencia - normalmente a 2.000-4.500 pulsaciones por minuto (ppm) - combinada con una rotación (par) y un empuje continuos. Esta energía de percusión viaja secuencialmente a través de la barra de perforación:
Pistón de perforación → Adaptador de vástago → Barras de perforación (+ manguitos de acoplamiento) → Broca de botón → Cara de roca.
Los botones de carburo de la broca trituran y fracturan la roca mediante una combinación de impacto dinámico y cizallamiento rotatorio, mientras que el medio de lavado (agua o aire comprimido) evacua los recortes del agujero.
Por qué la eficiencia en la transmisión de energía lo es todo
A diferencia de los sistemas DTH -en los que el martillo siempre está en contacto directo con la broca-, la perforación con martillo en cabeza depende de propagación eficaz de las ondas de tensión a través de múltiples conexiones roscadas a lo largo de la sarta de perforación. Cada interfaz (rosca, acoplamiento, cuerpo de la varilla) representa un lugar potencial para:
- Reflexión de las ondas de tensión y pérdida de energía - reducir la energía efectiva suministrada a la cara de la broca
Inicio de grietas por fatiga - en barras y acoplamientos sometidos a ciclos repetidos de tracción-compresión
Desgaste y desalineación de la rosca - lo que degrada aún más la transmisión de energía y aumenta la desviación
Precisamente por eso calidad del material, tolerancia dimensional y tratamiento térmico no son características opcionales: son las variables de ingeniería básicas que determinan si una sarta de perforación ofrece valor o coste.
Componentes básicos de la sarta de perforación con martillo en cabeza
Un sistema completo de martillo en cabeza es una cadena mecánicamente interdependiente. Optimizar un componente descuidando otro crea cuellos de botella en el rendimiento. He aquí un desglose de cada elemento.
Adaptador de vástago
En adaptador de mango es el primer punto de transferencia de energía en la sarta de perforación: la interfaz directa entre el pistón de perforación y las barras de perforación. Recibe las cargas de impacto de mayor intensidad de todo el sistema y debe transmitir simultáneamente ondas de tensión axial, resistir el cizallamiento torsional de la rotación de la perforadora y sobrevivir a millones de golpes de alta energía sin fatiga de la rosca ni deformación del vástago.
Los adaptadores de vástago deben ajustarse con precisión al modelo de perforadora (por ejemplo, Atlas Copco, Sandvik, Furukawa) en términos de geometría del vástago, estándar de rosca e índice de energía de impacto.
→ Proceso de producción de adaptadores de mangos de perforadoras de rocas

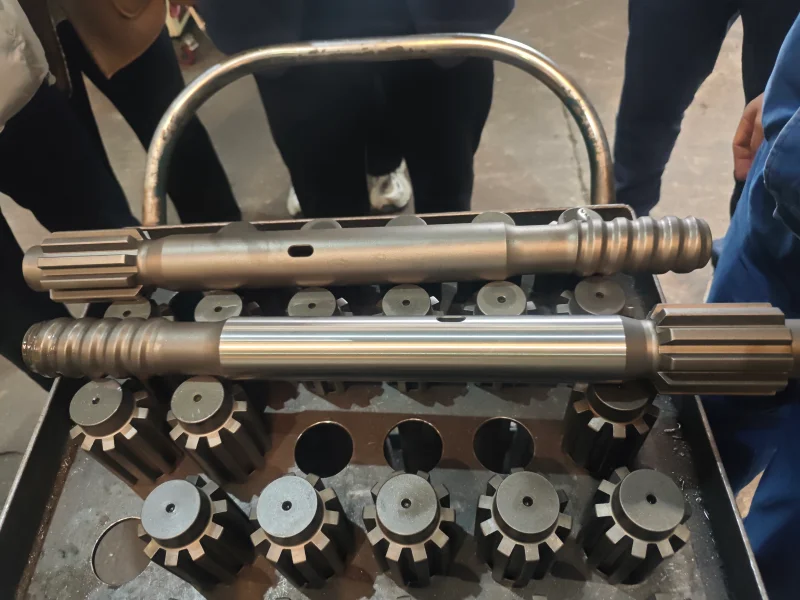

Barras de perforación
Barras de perforación formar el columna vertebral y conducto energético de la sarta de perforación. Transmiten ondas de tensión de percusión desde el adaptador del vástago a la broca, al tiempo que transmiten el par de rotación y permiten el paso del fluido de lavado a través del orificio central.
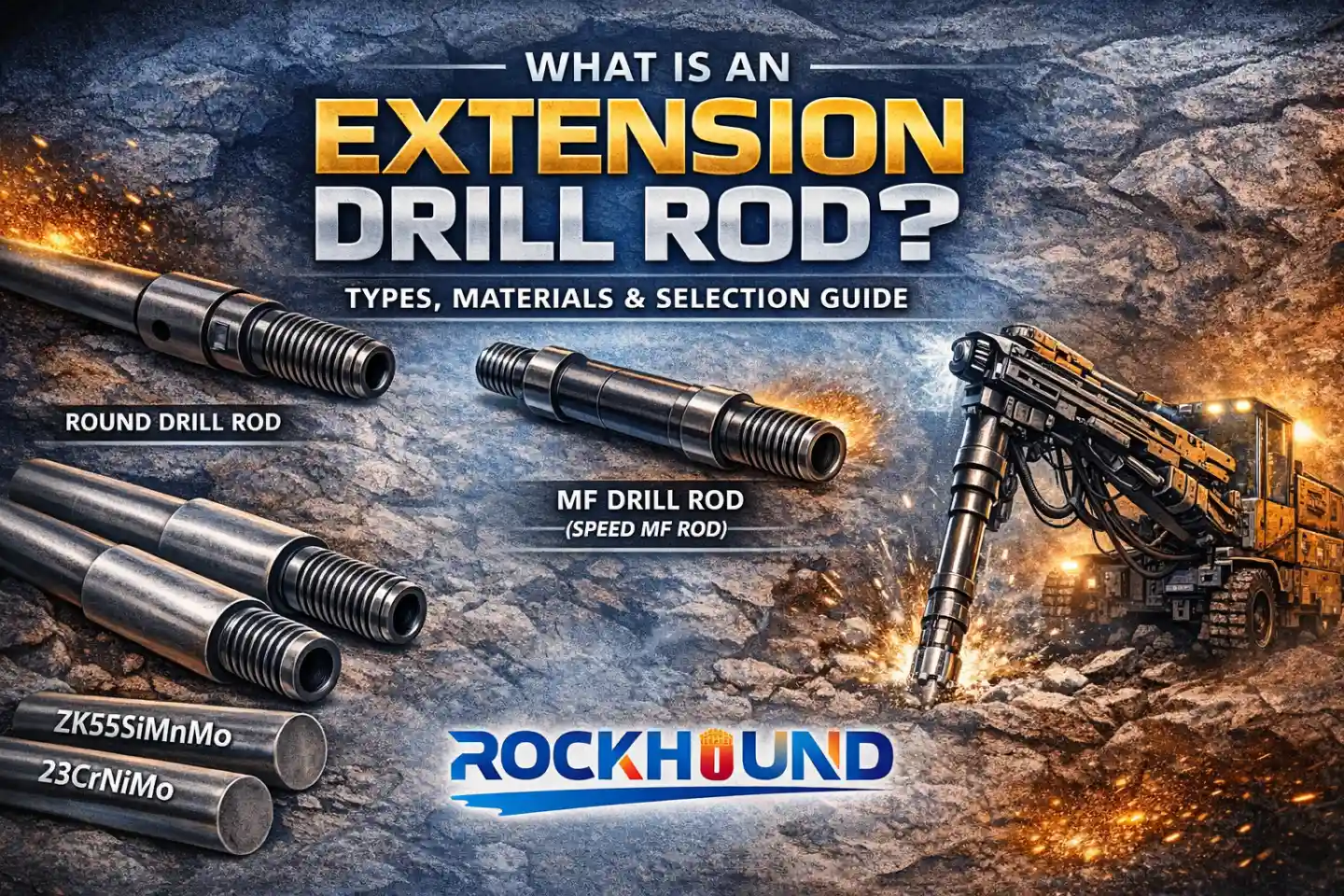
Las barras de perforación con martillo en cabeza se presentan en dos configuraciones principales:
Alargaderas presentan una rosca hembra en ambos extremos y requieren un manguito de acoplamiento independiente para unir las longitudes. Son la opción estándar para agujeros más profundos que requieren la adición de varilla por etapas.

Varillas Speed MF (Macho-Hembra) incorporan roscas macho y hembra integradas en extremos opuestos, lo que elimina la necesidad de un manguito de acoplamiento independiente. Esto reduce el número de componentes, simplifica el cambio de barras y mejora la precisión de la alineación de las roscas, lo que mejora la rectitud de los orificios y agiliza las operaciones.


→ Barras de perforación de rocas: Tipos, Trabajo, Elección y Mantenimiento → ¿Qué es una alargadera? Tipos, materiales y guía de selección → Varilla Speed MF vs Varilla de Taladro de Extensión: Diferencia y cómo elegir
Manguitos de acoplamiento
Cuando se utilizan alargaderas, manguitos de acoplamiento sirven como juntas mecánicas que conectan las longitudes individuales de las barras. Son un crítico pero a menudo pasado por alto eslabón de la cadena de energía: un manguito de acoplamiento con una rosca de poca precisión, un grosor de pared insuficiente o un tratamiento térmico inadecuado sufrirá desgaste por rozamiento, reducirá la eficacia de la transmisión de energía y fallará prematuramente, con el consiguiente riesgo de caída de la varilla y daños colaterales en la sarta de perforación.


Los manguitos de acoplamiento deben especificarse para que coincidan con la norma de rosca (R22, R25, R28, R32, R38, T38, T45, T51, etc.) y la energía de impacto operativa del derivador.
→ Manguito de acoplamiento Top Hammer: usos, tipos y cómo elegirlo
Puntas de botón Top Hammer
En botón bit es el componente terminal de conversión de energía - donde toda la energía cinética acumulada a través de la sarta de perforación se entrega finalmente como fuerza de aplastamiento contra la roca. Sus botones de carburo penetran y fracturan la pared rocosa con cada impacto, mientras que la geometría del cuerpo de la broca rige el diámetro del orificio, la eficacia del barrido y la estabilidad direccional.

Las brocas de martillo en cabeza están disponibles en múltiples configuraciones de cara y formas de botón, cada una de ellas diseñada para tipos de roca y condiciones de perforación específicos.
→ Broca de botón Top Hammer: cómo funciona, usos y mantenimiento
Ciencia de los materiales: La base de la longevidad de las herramientas
En perforación con martillo en cabeza, la selección del material y el tratamiento metalúrgico determinan la mayor parte de la vida útil de la herramienta - mucho más que la mera geometría. En RockHound, las especificaciones de aleación para los cuerpos de las brocas y las barras de perforación se diferencian deliberadamente porque cada componente se enfrenta a un régimen de tensión dominante distinto.
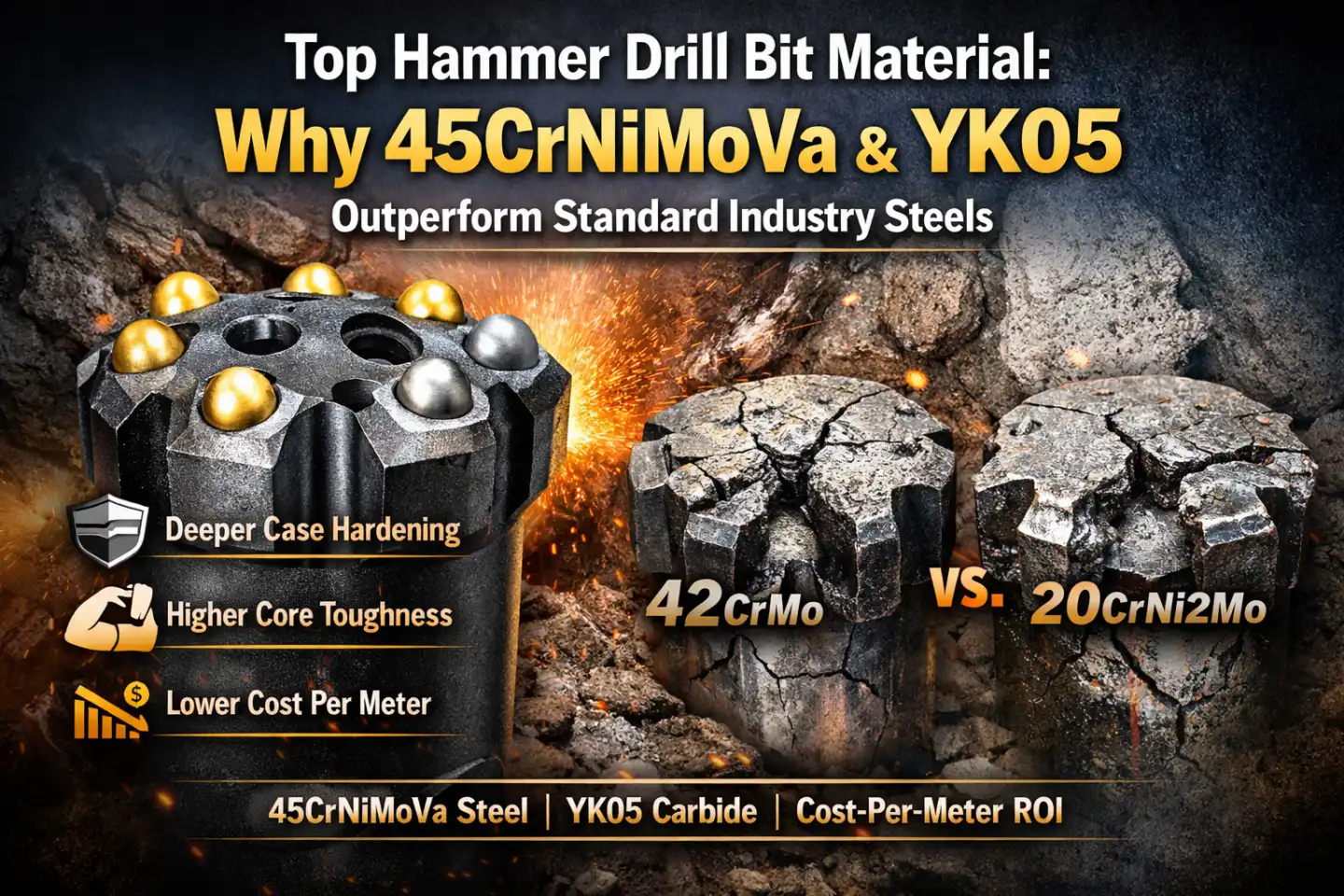
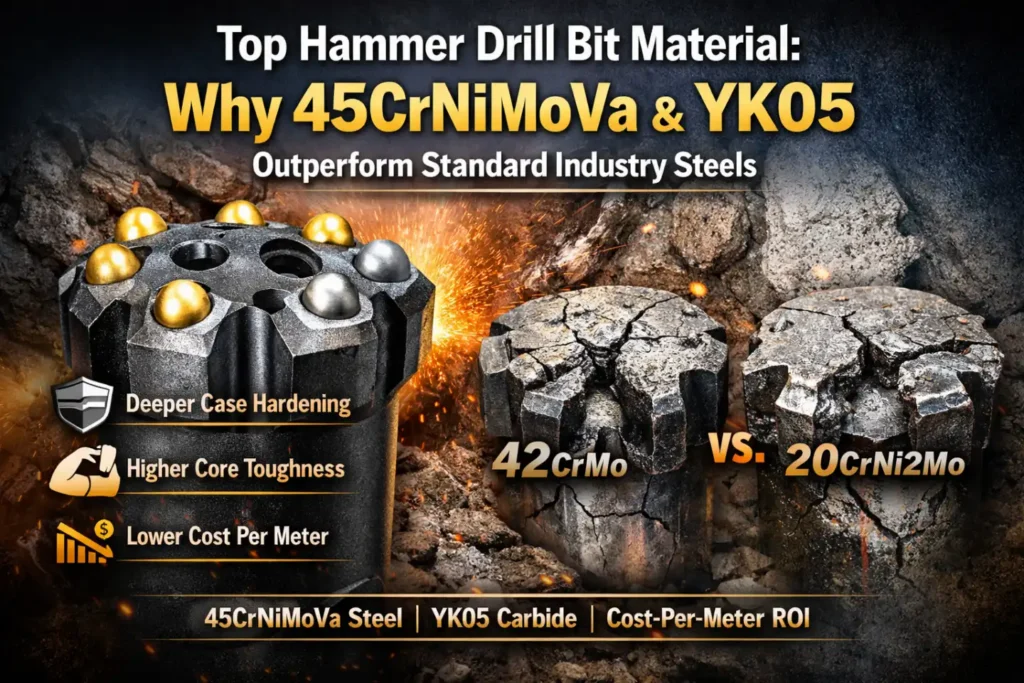
Material del cuerpo de la broca: 45CrNiMoV vs. calidades industriales estándar
Los cuerpos de las brocas de botón RockHound se fabrican con Acero de alta aleación 45CrNiMoV - aleación multielemental de carbono medio que combina cromo (Cr), níquel (Ni), molibdeno (Mo) y vanadio (V). El papel de cada elemento de aleación está definido con precisión:
| Elemento de aleación | Función en Botón Bit Performance |
|---|---|
| Cromo (Cr) | Forma carburos estables durante la cementación en caja; aumenta la templabilidad superficial y la resistencia al desgaste contra rocas abrasivas. |
| Níquel (Ni) | Mejora la tenacidad del núcleo y la resistencia a la fractura a baja temperatura; suprime la fractura frágil en el vástago de la broca y los asientos de los botones bajo impactos de alta energía. |
| Molibdeno (Mo) | Refina el tamaño de grano de la austenita previa; evita la fragilización por revenido; mejora la resistencia a la fatiga en las zonas roscadas y del vástago. |
| Vanadio (V) | Forma precipitados finos de carburo de vanadio; fija los límites de grano durante la cementación; mantiene la estabilidad dimensional y la integridad de la microestructura fina. |
Esta especificación sitúa al 45CrNiMoV muy por encima de otras alternativas comunes como el 42CrMo (que carece de Ni y V), 20CrNi2Mo (optimizado para barras, no para bits), o 35CrMo (insuficiente resistencia a la fatiga para cargas de impacto de alta frecuencia), todos los cuales muestran un desprendimiento más temprano de la caja, mayores tasas de expulsión del botón y una menor vida útil de la rosca en condiciones de minería equivalentes.
→ Broca para martillo en cabeza Material: 45CrNiMoV & YK05 Rendimiento
Botón de carburo de tungsteno Grado: YK05
El rendimiento de corte y la vida útil de una broca de botón dependen en última instancia de su especificación del botón de carburo. RockHound utiliza Carburo de wolframio de calidad superior YK05 - un compuesto de WC-Co de grano fino diseñado específicamente para la perforación por percusión de alto impacto en roca abrasiva.
El grado YK05 se selecciona por su combinación de:
- Alta resistencia a la rotura transversal (TRS) - resistir la fractura del botón bajo cargas de impacto máximas
- Dureza elevada - mantener el diámetro del calibre y la forma del botón durante un largo periodo de tiempo en formaciones abrasivas (CAI > 4,0)
- Resistencia a las grietas por fatiga - prevención de la microfisuración subsuperficial progresiva en la interfaz botón-cuerpo
En formaciones rocosas duras y abrasivas con valores de UCS superiores a 180 MPa, como las formaciones de granodiorita encontradas en la prueba de campo de RockHound en la mina de cobre de Chile, los botones de carburo YK05 mantienen su geometría y área de contacto mucho más tiempo que las calidades WC-Co estándar, lo que se traduce directamente en una disminución más lenta de la ROP y mayores metros por rectificado.
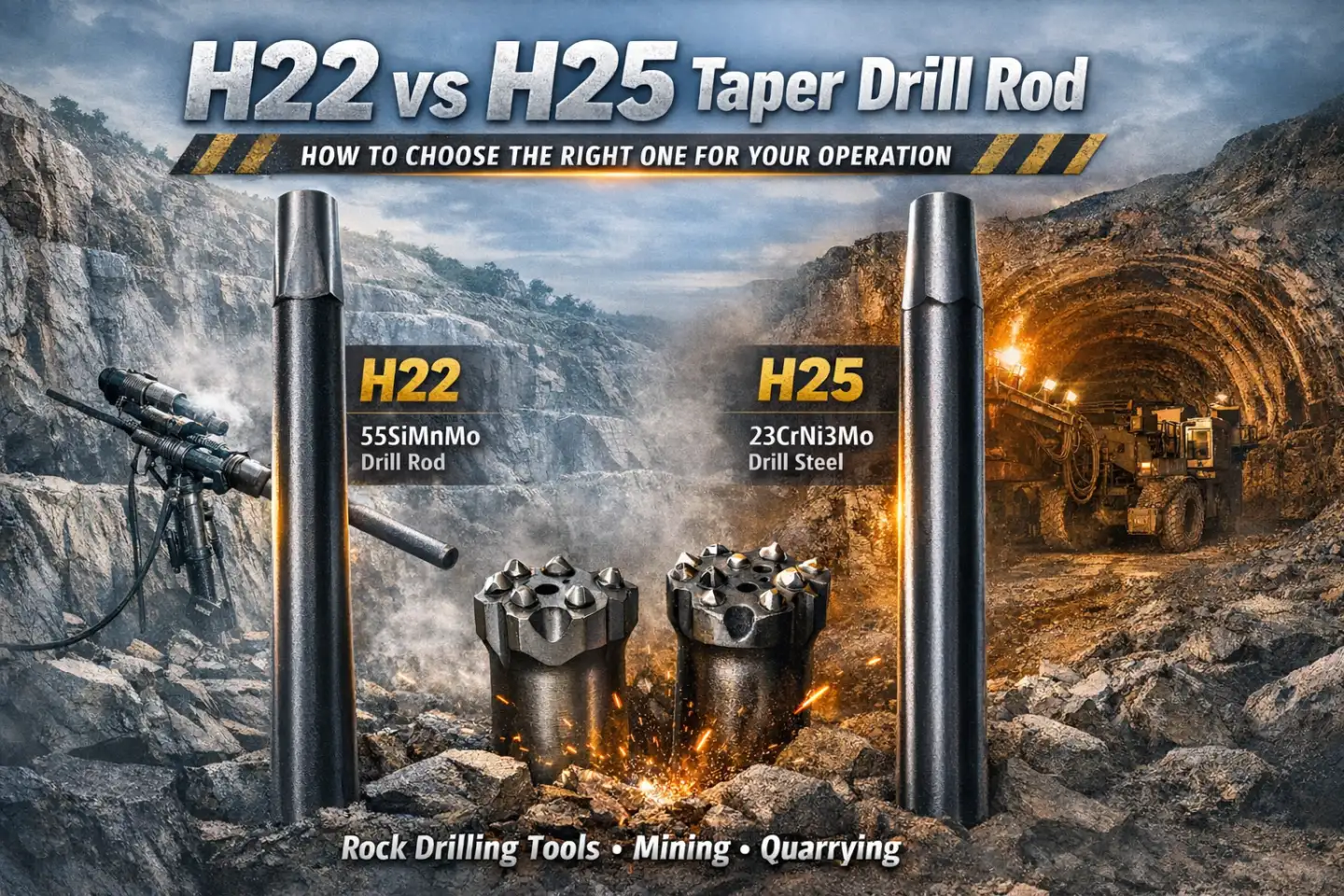
Material de la barra de perforación: 23CrNiMo vs. Sanbar64
En el caso de las barras de perforación y los manguitos de acoplamiento, el modo de fallo dominante pasa del desgaste superficial y la fatiga de los asientos de los botones a fatiga por flexión, fractura por esfuerzo de torsión y fatiga de la rosca en las zonas de conexión. Esto requiere una filosofía de aleación diferente: menor contenido de carbono para una mayor tenacidad del núcleo y ductilidad a la fatiga, con suficiente templabilidad para una cementación en caja eficaz.
Las barras de perforación RockHound se fabrican con Acero aleado 23CrNiMo, que ofrece:
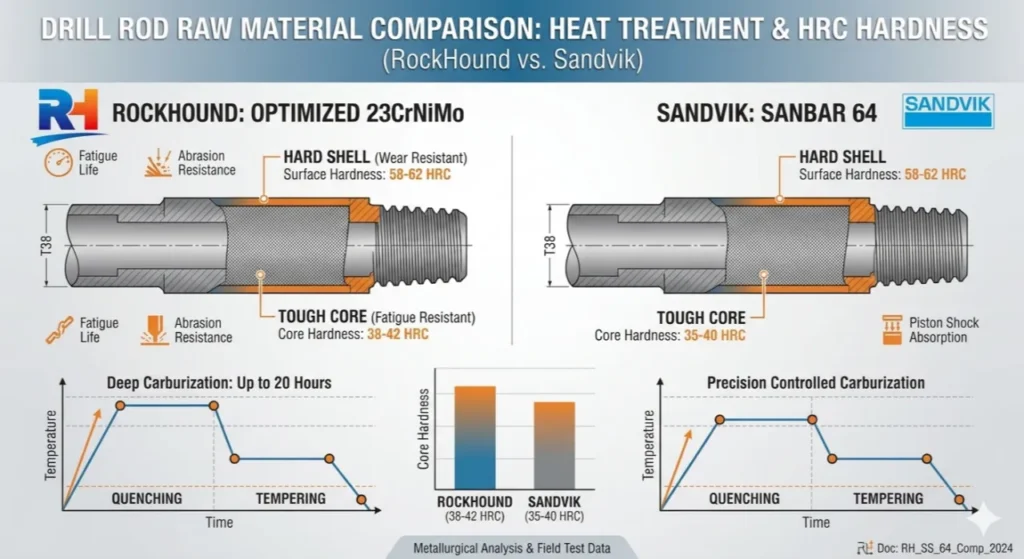
- Resistencia superior a la fatiga bajo la carga cíclica de tracción-compresión del impacto de alta frecuencia.
- Respuesta consistente al proceso de cementación en caja de 20 horas, desarrollando una capa superficial endurecida mientras se mantiene un núcleo dúctil y resistente.
- Mayor tenacidad al impacto en las zonas de los extremos roscados, el principal lugar de fractura de los extremos de las varillas.
En el análisis comparativo con Sanbar64 (un acero modificado con boro utilizado habitualmente para aplicaciones de barras de perforación), el 23CrNiMo demuestra un mejor comportamiento a la fatiga en ciclos bajos y una respuesta más predecible al tratamiento térmico en las condiciones de ciclos térmicos de las exigentes operaciones mineras, lo que lo convierte en la especificación elegida para aplicaciones de perforación de alta frecuencia y servicio pesado.
→ Comparación de materiales de barras de perforación de rocas: 23CrNiMo vs. Sanbar64
La ventaja del tratamiento térmico de 20 horas
La selección del material establece el potencial; el tratamiento térmico determina si ese potencial se hace realidad. En RockHound, el tratamiento térmico no es un simple paso de acabado: es un secuencia de fabricación termoquímica controlada con precisión que dure un mínimo de 20 horas para brocas de botón y varillas acopladas por igual.
El reto central: Propiedades contradictorias
El acero no procesado no puede duro (resistente al desgaste) y duro (absorción de impactos). Estas propiedades son fundamentalmente contradictorias en un material homogéneo. La solución es diseñar una estructura gradiente:
- Carcasa exterior dura, enriquecida con carbono → Resiste el desgaste abrasivo, la fatiga por contacto y la deformación de la superficie.
- Núcleo resistente y dúctil → absorbe la energía del impacto cíclico sin propagación de fracturas frágiles.
Esto se consigue mediante ciclo de cementación.
Protocolo de cementación RockHound de 20 horas
El proceso comprende tres etapas controladas secuencialmente, cada una de ellas crítica para la microestructura final:
Etapa 1 - Cementación en atmósfera controlada (fase de “20 horas”) Los componentes se mantienen a temperatura elevada (normalmente 880-940°C) dentro de un horno sellado con una atmósfera rica en carbono (gas endotérmico + enriquecimiento de hidrocarburos). El carbono se difunde hacia el interior desde la superficie, formando una capa de 1,2-2,0 mm en función de la sección transversal del componente y de la aplicación de destino. La duración ampliada de 20 horas -más que los ciclos de 8-12 horas utilizados en la producción de productos básicos- consigue:
- Mayor profundidad efectiva de la caja para mejorar la resistencia a la iniciación de grietas por fatiga
- Perfil de concentración de carbono más uniforme, que reduce la fragilidad de la transición carcasa-núcleo
- Carburación completa de geometrías complejas, incluidas raíces de rosca y bordes de canal de lavado.
Etapa 2 - Enfriamiento directo Inmediatamente después de la cementación, los componentes se enfrían en aceite o polímeros. Este enfriamiento rápido transforma la caja austenítica en martensita - la fase dura, resistente al desgaste- mientras que el núcleo de bajo contenido en carbono se transforma en martensita de bajo contenido en bainita o martensita templada, preservando la tenacidad.
Fase 3 - Revenido a baja temperatura Un ciclo final de revenido a 150-200°C alivia las tensiones residuales inducidas por el temple y reduce el riesgo de agrietamiento retardado, al tiempo que reduce mínimamente la dureza de la caja. Este paso es esencial para la estabilidad dimensional y la resistencia a la fatiga a largo plazo.
Resultados prácticos
| Parámetro de rendimiento | Tratamiento térmico adecuado (20 horas) | Materia prima (ciclo corto) |
|---|---|---|
| Dureza de la superficie (HRC) | 58-62 | 52-56 |
| Profundidad efectiva de la caja | 1,2-2,0 mm | 0,6-1,0 mm |
| Vida útil de la rosca | Alta - resiste la iniciación en la raíz | Inferior - agrietamiento precoz en las raíces de los hilos |
| Botón de retención del asiento | Excelente | Moderado - riesgo de eyección del botón |
| Resistencia al impacto del núcleo | Conservado (núcleo dúctil) | A menudo comprometidas (zonas endurecidas) |
El resultado operativo directo: menos roturas de barras, menor frecuencia de sustitución de brocas y un coste por metro perforado significativamente inferior - la métrica que más importa a los contratistas de perforación y a los operadores mineros.
→ Tratamiento térmico de 20 horas en herramientas de perforación de rocas - Guía técnica completa
Diseño técnico: Adaptación de la broca y la varilla a las condiciones de la roca
Ni siquiera los mejores materiales y tratamientos térmicos pueden compensar un diseño de herramienta inadecuado. Una correcta selección de ingeniería puede mejorar la eficacia del taladrado mediante 15-25% y reducir el consumo de bits en un margen comparable.
Selección del diseño de la cara de la broca
La geometría de la cara de una broca de botones determina la forma en que los botones de carburo entran en contacto con la roca, la forma en que se evacuan los recortes del orificio y la forma en que se mantiene la rectitud del orificio.
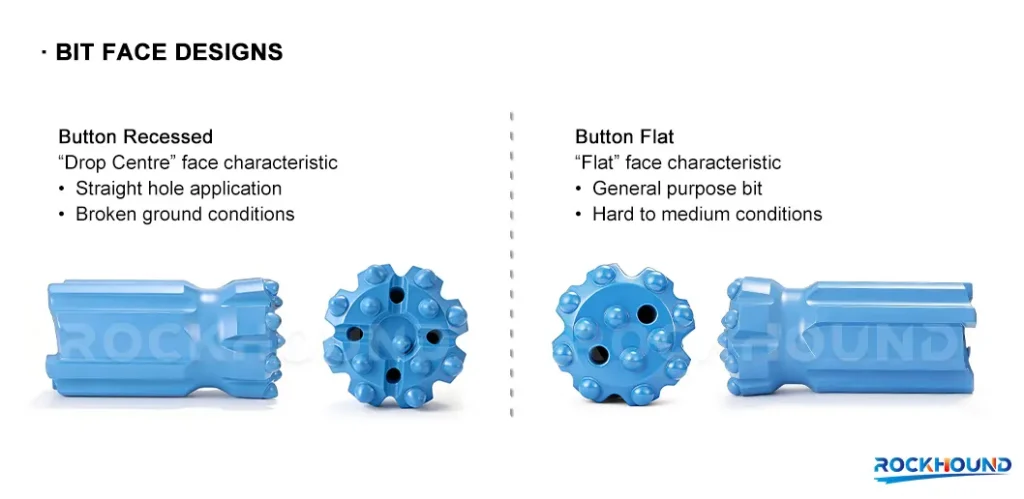
Cara plana
Los botones están dispuestos en una cara plana. Esta geometría concentra la máxima energía directamente hacia delante, por lo que es ideal para roca dura, masiva y homogénea (granito, basalto, cuarcita), donde la rotura de la roca es el principal desafío y la desviación del agujero es menos preocupante.
Centro de caída (cóncavo)
El centro de la cara de la broca está rebajado por debajo de los botones de calibre. Esta geometría mejora el acceso del canal de lavado al centro del orificio, reduciendo el reafilado de los recortes - particularmente eficaz en roca fracturada o articulada donde los esquejes tienden a empaquetarse en la zona central.
Convexo (Cúpula)
Un perfil de cara convexa proporciona inherentemente una mejor rectitud del agujero y estabilidad de guiado - preferido al taladrar en formaciones variables o laminadas donde la desviación lateral de la broca es un riesgo.
Falda Retrac
El diseño retrac incorpora botones de escariado hacia atrás en la falda de la broca, lo que permite que la broca vuelva a escariar a través del orificio cuando se retira la sarta de perforación. Esta característica es fundamental en rocas fracturadas, rotas o derrumbadas donde el atasco de las varillas es un peligro operativo frecuente.
Selección de la forma del botón
Botones esféricos La geometría clásica de los botones. Los botones esféricos ofrecen el mayor volumen del cuerpo del botón y, por lo tanto, la mejor durabilidad bajo impactos repetidos de alta energía, especialmente en roca dura y abrasiva donde la fractura del botón es el principal modo de fallo. Son la elección estándar para una máxima vida útil.
Botones balísticos (semibalísticos) Un perfil más puntiagudo que concentra la fuerza de impacto en un área de contacto más pequeña, generando una mayor tensión de compresión local en la roca. El resultado es índices de penetración más rápidos (ROP) en roca de dureza media, aunque a costa de una durabilidad del botón ligeramente reducida bajo abrasión extrema.
La regla de selección práctica: en formaciones en las que la abrasividad (CAI) es superior a 3,5, los botones esféricos prolongan los intervalos de rectificado y reducen el consumo total de herramientas; en formaciones de dureza media, los botones balísticos se amortizan en tiempos de ciclo más rápidos y menor coste por metro de perforación gracias a la velocidad.
Selección de la configuración de la barra
La elección entre Alargaderas y Varillas Speed MF debe ser impulsado por:
| Factor | Alargaderas | Varillas Speed MF |
|---|---|---|
| Profundidad del agujero | Agujeros muy profundos que requieren muchas longitudes de varilla | Profundidades cortas a medias |
| Cambiar la velocidad | Más lento (requiere acoplamiento separado) | Más rápido (rosca integral, sin acoplamiento) |
| Rectitud del orificio | Depende de la calidad del acoplamiento | Mejor alineación intrínseca |
| Mantenimiento | Los acoplamientos se desgastan independientemente, fáciles de sustituir | Coste por varilla ligeramente superior, pero menos piezas |
| Aplicación óptima | Perforación de pozos largos, perforación de producción | Desarrollo, excavación de túneles, producción de ciclo rápido |
Rendimiento probado sobre el terreno: Datos reales de minas
Las pruebas de laboratorio validan las propiedades de los materiales. Los datos de rendimiento en campo validan las decisiones de ingeniería en las condiciones que realmente importan: bajo presiones de producción, roca real y regímenes de mantenimiento realistas.
Prueba 1: barras de perforación y brocas MF T38-R32 - Mina de hierro, provincia de Hebei, China
Condiciones del lugar: Formación de magnetita con alto contenido en hierro y cuarzo, desgaste abrasivo frecuente en los canales de calibrado y lavado. Alta frecuencia de impacto de la varilla (clase T38) con requisitos mínimos de tiempo de inactividad por cambio de varilla.
Resumen de resultados:
- Las barras RockHound MF T38-R32 demostraron un rendimiento constante en múltiples cambios de perforación sin fatiga de la rosca ni fractura del cuerpo central.
- La retención del calibre de la broca del botón se mantuvo durante muchos más metros que con las herramientas de marcas alternativas utilizadas anteriormente.
- El coste por contador se redujo en comparación con las herramientas de la marca Tier-1. - mayor vida útil de las herramientas en lugar de un precio inicial más bajo.
- La tasa de fallo de la varilla (fractura de la mitad del cuerpo + desprendimiento de la rosca) se mantuvo cercana a cero durante todo el periodo de prueba.
→ Informe completo de la prueba de campo: Barrenas y brocas MF T38-R32 en Iron Mine
Prueba 2: R32 51mm Retrac Button Bit - Mina de cobre, Chile
Condiciones del lugar: Entre las más exigentes encontradas en el programa de validación de campo de RockHound. Granodiorita y roca ígnea intrusiva con:
- UCS comúnmente superior a 180 MPa
- Índice de abrasividad CERCHAR (CAI) > 4.0 (categoría de abrasión extrema)
- Designación de la calidad de la roca (RQD) entre 50-90%
Estos parámetros representan condiciones que destruyen rápidamente las herramientas que no cumplen las especificaciones, especialmente por la fractura del botón, la pérdida de calibre y la fatiga del cuerpo.
Resultado del rendimiento:
- RockHound R32 51mm Retrac bit logró un vida útil superior a 310 metros antes de tener que sustituirla, muy por encima del rendimiento básico de las brocas de calidad estándar en aplicaciones mineras chilenas equivalentes.
- La retención de la forma del botón (carburo esférico YK05) se mantuvo excelente a lo largo de más de 250 metros, observándose un desgaste mínimo del calibre.
- No se registraron incidentes de fractura del cuerpo ni de expulsión del botón a lo largo de la prueba
Por qué es importante para la contratación pública: Una broca que alcanza 310 metros en condiciones CAI > 4,0 a un precio comparable o inferior al de los competidores que alcanzan 150-200 metros en la misma formación reduce directamente a la mitad el número de cambios de broca, el tiempo de inactividad asociado a la perforación y la partida presupuestaria para consumibles.
→ R32 51mm Retrac Button Bit for Hard Rock - Chile Copper Mine Report
Proceso de fabricación: Del acero bruto a la barra de perforación acabada
Un rendimiento constante sobre el terreno requiere una fabricación constante. En RockHound, cada componente de la sarta de perforación sigue un proceso de producción documentado y controlado. La transparencia en la fabricación es un requisito previo para la confianza en las especificaciones técnicas.
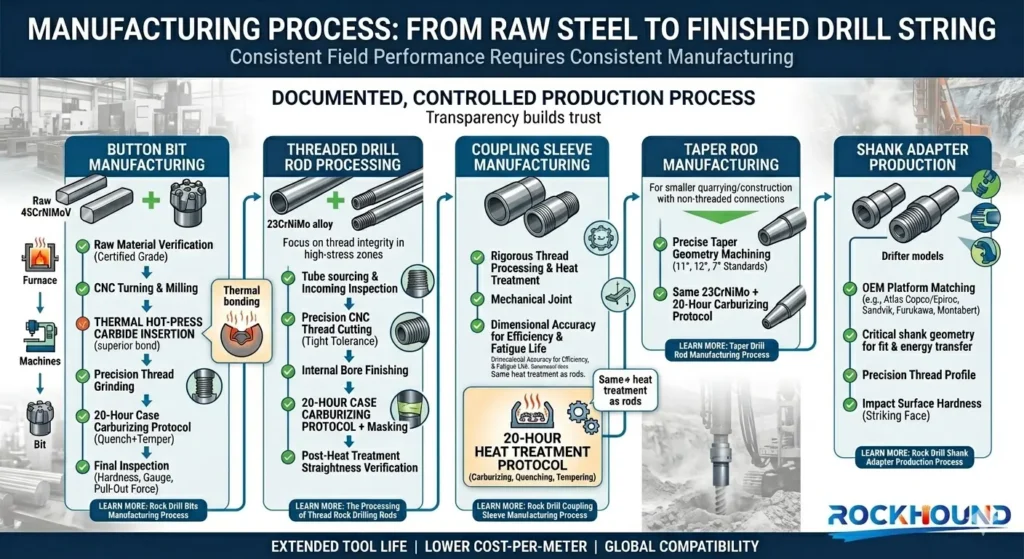
Fabricación de brocas de botón
La secuencia de producción de las brocas de botón RockHound incluye:
- Verificación de la materia prima (barra de 45CrNiMoV, calidad certificada)
- Torneado y fresado CNC de la geometría del cuerpo de la broca y de los perfiles del canal de lavado
- Inserción del botón de carburo térmico (prensado en caliente) - ajuste de interferencia mediante expansión térmica controlada para una unión mecánicamente superior a los métodos de prensado en frío
- Rectificado de roscas con tolerancia de precisión
- 20 horas de cementación en atmósfera controlada + temple + revenido
- Inspección final: dureza de la caja, comprobación del calibre de la rosca, prueba de fuerza de extracción del botón
→ Proceso de fabricación de brocas para perforación de rocas
Procesado de barras de perforación roscadas
La fabricación de barras se centra en la integridad de la rosca, la zona de mayor tensión y el punto de inicio de fallos más común en una sarta de perforación.
Fases clave del proceso:
- Tubo de acero aleado 23CrNiMo: suministro e inspección de entrada
- Corte de roscas CNC de precisión: paso, perfil y concentricidad dentro de una estrecha tolerancia
- Acabado del orificio interno para la consistencia del flujo de fluido de lavado
- Cementación en caja (protocolo de 20 horas) con controles de enmascaramiento de la zona roscada
- Verificación de la rectitud tras el tratamiento térmico
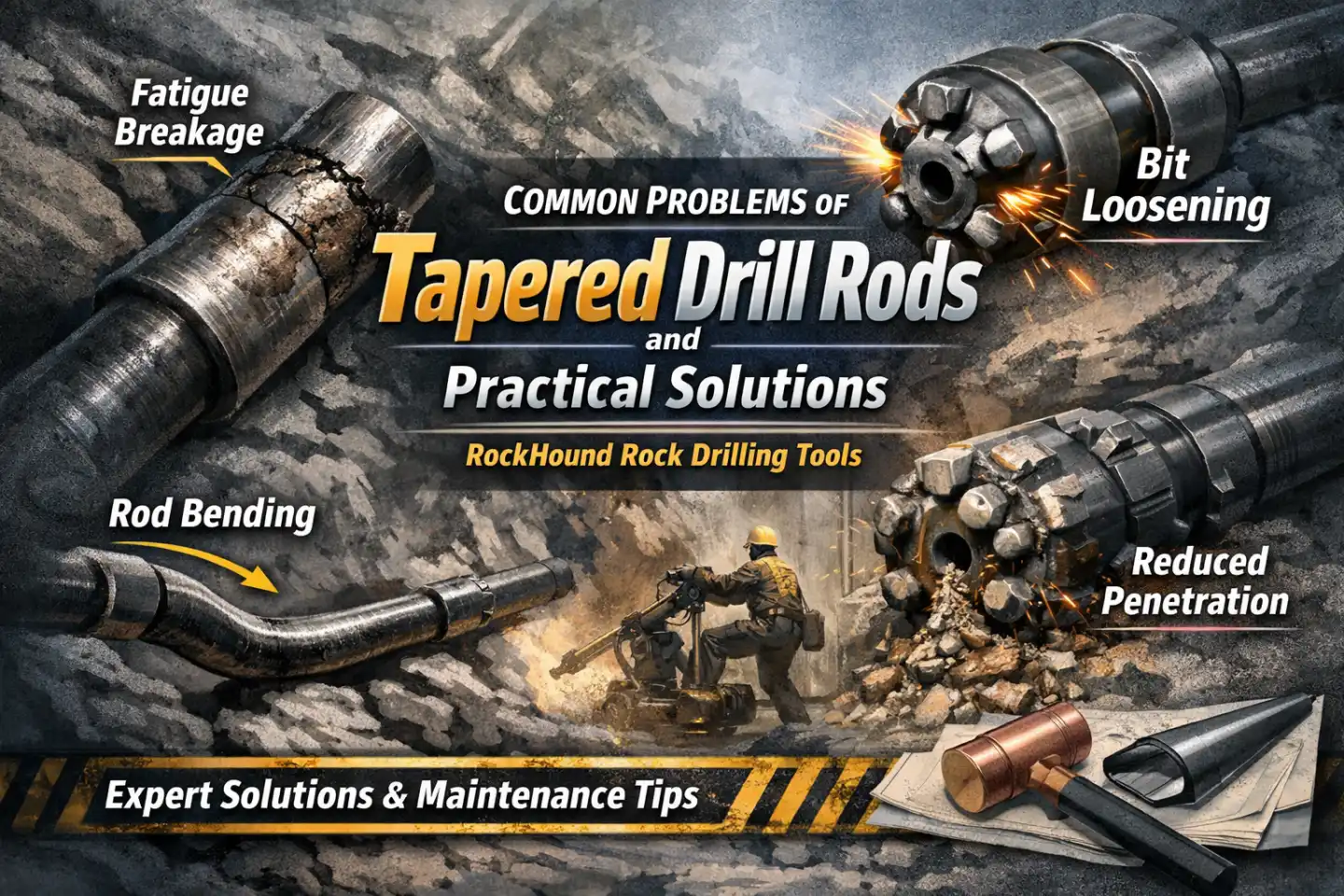
Fabricación de barras cónicas
Para aplicaciones de explotación de canteras a pequeña escala, construcción y rotura secundaria que utilicen conexiones cónicas (no roscadas) de barrena:
- La geometría del cono se mecaniza con una tolerancia precisa (estándares de cono de 11°, 12° y 7°).
- La selección del acero y el tratamiento térmico siguen el mismo protocolo de 23CrNiMo + 20 horas de carburación.
Producción de adaptadores de vástago
Los adaptadores de vástago se fabrican para adaptarse a modelos específicos de perforadoras de las principales plataformas de fabricantes de equipos originales (Atlas Copco/Epiroc, Sandvik, Furukawa, Montabert, etc.), prestando especial atención a:
- Precisión dimensional de la geometría del vástago (crítica para el ajuste de la fresa y la transferencia de energía)
- Precisión del perfil de la rosca para la conexión de la barra de perforación
- Dureza de la superficie de impacto en la cara de golpeo
Fabricación de manguitos de acoplamiento
Los manguitos de acoplamiento se someten al mismo proceso de roscado y al mismo tratamiento térmico que las barras: como unión mecánica de la sarta de perforación, su precisión dimensional afecta directamente a la eficacia de la transmisión de energía y a la vida útil de la conexión roscada.
→ Proceso de fabricación de manguitos de acoplamiento para perforadoras de rocas
Cómo evaluar la economía total de la perforación
El error más común en la adquisición de consumibles para perforación de rocas es optimizar el precio unitario en lugar del coste por metro. Considéralo:
Una broca de botón con un precio 30% inferior al de su equivalente RockHound que alcanza la mitad de costes de vida útil. 40% más por metro perforado - antes de tener en cuenta el tiempo de inactividad adicional, la mano de obra para el cambio de barras y el desgaste de las barras causado por la sustitución más frecuente de las brocas.
El marco de evaluación correcto:
Coste por metro (CPM) = (Coste unitario de la herramienta + Coste de desgaste de la barra + Coste del tiempo de inactividad) ÷ Total de metros perforados
Las herramientas RockHound están diseñadas para minimizar el CPM, no el precio unitario. Las palancas son:
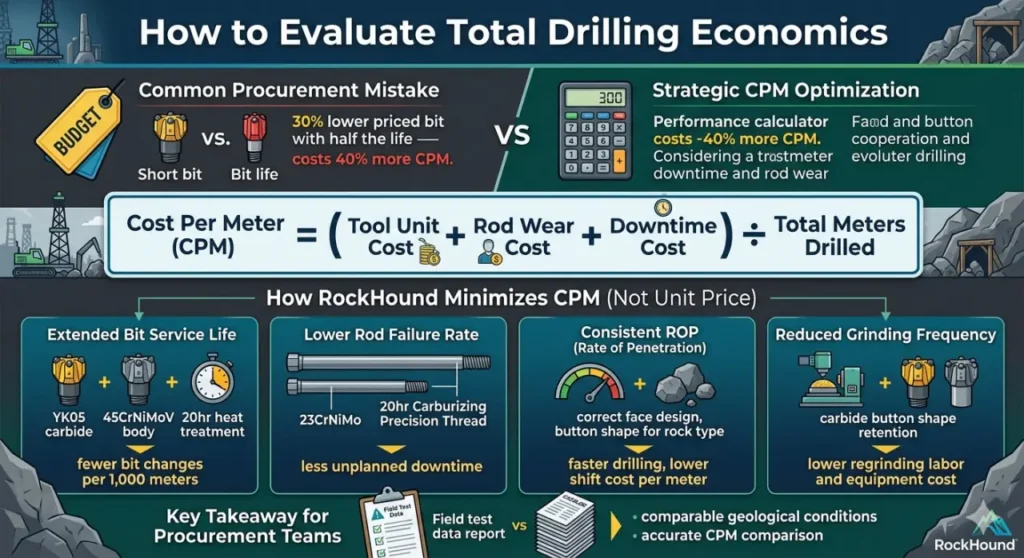
Mayor vida útil de la broca
(carburo YK05 + cuerpo 45CrNiMoV + tratamiento térmico 20hr) → menos cambios de broca por cada 1.000 metros.
Menor tasa de fallos de la varilla
(23CrNiMo + 20hr de cementación + rosca de precisión) → menos tiempos de inactividad imprevistos.
ROP coherente
(diseño correcto de la cara + forma del botón para el tipo de roca) → perforación más rápida, menor coste de turno por metro.
Reducción de la frecuencia de rectificado
(retención de la forma del botón de carburo) → menor coste de mano de obra y equipos de reafilado.
Para los contratistas de perforación y los equipos de adquisición de minas que evalúan a los mejores proveedores de herramientas para martillos, solicitar datos de pruebas de campo en condiciones geológicas comparables - en lugar de basarse en las especificaciones del catálogo- es la vía más fiable para realizar una comparación CPM precisa.
Conclusión
La perforación con martillo en cabeza no es simplemente una categoría de perforadora de rocas: es un sistema diseñado con precisión en el que el rendimiento de cada componente depende de la calidad de todos los demás, y en el que la diferencia entre una operación rentable y otra de bajo rendimiento se determina a menudo a nivel metalúrgico.
Para extraer el máximo rendimiento de un sistema de martillo en cabeza, los operadores deben optimizarlo de forma transversal:
- Especificación de los materiales (45CrNiMoV para brocas, 23CrNiMo para barras - no intercambiables)
- Integridad del tratamiento térmico (carburación de 20 horas, no un ciclo abreviado de 8 horas)
- Adecuación del diseño de los componentes (geometría de la cara, forma del botón, configuración de la barra para el tipo específico de roca)
- Precisión dimensional de fabricación (precisión de la rosca, uniformidad de la profundidad de la caja, calidad de inserción del metal duro)
- Datos de rendimiento validados sobre el terreno (CPM real en condiciones geológicas reales)
En RockHound, fabricamos y suministramos el varillaje de perforación de martillo en cabeza completo, diseñado conforme a estas normas, validado sobre el terreno y adaptado a sus condiciones geológicas.
¿Está listo para reducir su coste por metro?
Explore toda la gama RockHound de Herramientas de perforación de rocas Top Hammer, o póngase en contacto con nuestro equipo de ingenieros:
- Selección y especificación de herramientas específicas para cada lugar
- Programas personalizados de pruebas sobre el terreno
- Asistencia técnica para la optimización del varillaje de perforación
PREGUNTAS FRECUENTES
La perforación con martillo en cabeza es un método de perforación rotatoria por percusión en el que una perforadora hidráulica o neumática genera energía de impacto de alta frecuencia por encima del suelo, en la parte superior de la sarta de perforación, y la transmite hacia abajo a través del adaptador del vástago, las barras de perforación, los manguitos de acoplamiento y, finalmente, a la broca en el frente de la roca.
La perforadora proporciona entre 2.000 y 4.500 golpes por minuto combinados con rotación y empuje continuos. Los insertos de carburo de tungsteno de la broca de botón trituran y fracturan la roca al impactar, mientras que el aire comprimido o el agua expulsan los recortes del orificio.
Este método es distinto de la perforación DTH (Down-The-Hole), en la que el martillo se desplaza por el interior del agujero y golpea directamente la broca; en un sistema de martillo en cabeza, toda la fuerza de percusión debe desplazarse por toda la longitud de la barra de perforación, razón por la cual la calidad del material y la precisión de la rosca son tan fundamentales para el rendimiento.
La diferencia fundamental es la ubicación del martillo. En la perforación con martillo en cabeza, el martillo (drifter) se sitúa en la superficie y transmite la energía del impacto a la broca a través de una serie de varillas roscadas.
En la perforación DTH, el martillo se coloca en el fondo del agujero, directamente detrás de la broca, de modo que la energía de impacto se suministra sin viajar a través de las conexiones de la varilla. Los sistemas DTH suelen utilizarse en perforaciones profundas y rectas en rocas muy duras, en las que la pérdida de energía a través de largas cadenas de varillaje reduciría significativamente la eficiencia del martillo en cabeza.
La perforación con martillo en cabeza ofrece mayores velocidades de penetración, menor coste del equipo y un rendimiento superior del coste por metro en perforaciones de profundidad baja a media en roca de dureza media a alta, normalmente hasta 50-60 metros dependiendo de la formación. Para aplicaciones de desarrollo minero, canteras y construcción en este rango de profundidad, el martillo en cabeza sigue siendo la opción más productiva y económica.
Una barra de perforación de martillo en cabeza completa consta de cuatro componentes interdependientes.
- El adaptador del vástago es el primer eslabón de la cadena, ya que conecta directamente el pistón perforador a la barra de perforación y recibe las cargas de impacto de mayor intensidad del sistema.
- Las barras de perforación forman la espina dorsal estructural y el conducto de energía, transmitiendo las ondas de tensión de percusión y el par de rotación al tiempo que transportan el fluido de lavado a través del orificio central.
- Los manguitos de acoplamiento unen longitudes de barras individuales cuando se utilizan barras de extensión, y deben mantener la integridad de la rosca y la precisión dimensional para minimizar la pérdida de energía en cada punto de conexión.
- La broca de botón es el componente terminal en el que la energía acumulada se suministra a la pared rocosa a través de botones de carburo de tungsteno que trituran y fracturan la formación.
Cada componente debe estar correctamente especificado y adaptado a los demás: un eslabón débil en cualquier punto reduce el rendimiento de todo el sistema.
Las brocas de martillo en cabeza de alto rendimiento constan de dos sistemas de materiales distintos que trabajan en combinación.
- El cuerpo de la broca está fabricado con acero de alta aleación 45CrNiMoV, una aleación multielemento de carbono medio que contiene cromo, níquel, molibdeno y vanadio. Cada elemento cumple una función metalúrgica específica: El cromo aumenta la templabilidad superficial y la resistencia al desgaste, el níquel mejora la tenacidad del núcleo y la resistencia a la fractura bajo impactos de alta energía, el molibdeno refina el tamaño del grano y mejora la resistencia a la fatiga en las zonas roscadas, y el vanadio forma finos precipitados de carburo que mantienen la integridad microestructural durante el proceso de carburación.
- Las plaquitas de corte están fabricadas con carburo de tungsteno de calidad superior YK05, un compuesto de WC-Co de grano fino seleccionado por su combinación de alta resistencia a la rotura transversal, elevada dureza y resistencia a las grietas por fatiga en roca abrasiva con valores de índice de abrasividad CERCHAR superiores a 4,0. Esta combinación de materiales es lo que diferencia a las herramientas de calidad profesional de los productos básicos en condiciones de minería duras y abrasivas.
El tratamiento térmico es el proceso de fabricación que determina si el potencial del material de una herramienta de perforación se materializa realmente sobre el terreno. El principal reto es que el acero sin procesar no puede ser al mismo tiempo duro (resistente al desgaste) y tenaz (absorbente de impactos): estas propiedades son fundamentalmente contradictorias en un material homogéneo.
El tratamiento térmico de cementación en caja resuelve este problema diseñando una estructura gradiente: una caja exterior dura, enriquecida con carbono, que resiste el desgaste abrasivo y la fatiga por contacto, sobre un núcleo duro y dúctil que absorbe la energía cíclica del impacto sin fracturas frágiles.
Un ciclo de cementación de 20 horas correctamente ejecutado consigue una profundidad de la caja de 1,2-2,0 mm con una dureza superficial en el rango de 58-62 HRC, en comparación con la caja de 0,6-1,0 mm y los 52-56 HRC típicos del tratamiento térmico de ciclo corto de los productos básicos.
La consecuencia práctica de esta diferencia se manifiesta en una mayor duración de la rosca, una reducción de los incidentes de expulsión de botones y un coste por metro perforado significativamente menor en un turno de producción.
Tanto el 23CrNiMo como el Sanbar64 son aceros aleados que se utilizan en la fabricación de barras de perforación para martillos en cabeza y manguitos de acoplamiento. La principal diferencia radica en sus características de resistencia a la fatiga en el régimen de esfuerzos específico que experimentan las barras de perforación: carga cíclica de alta frecuencia de tracción-compresión a 2.000-4.500 bpm, combinada con cizalladura por torsión en las conexiones roscadas y fatiga por flexión a lo largo del cuerpo de la barra.
- El 23CrNiMo, un acero aleado al cromo, níquel y molibdeno con bajo contenido en carbono, ofrece una resistencia superior a la fatiga de bajo ciclo, una mayor tenacidad al impacto en las zonas de los extremos de las roscas y una respuesta más consistente al tratamiento térmico de cementación en caja, lo que da como resultado una capa superficial endurecida más predecible y uniforme sobre el cuerpo de la varilla.
- Sanbar64 es un acero modificado con boro que funciona adecuadamente en aplicaciones menos exigentes, pero que muestra una iniciación de grietas por fatiga comparativamente más temprana en las raíces de las roscas en condiciones de impacto de alta resistencia y alta frecuencia.
Para entornos mineros exigentes con vagabundos de gran formato y altas temperaturas de funcionamiento, 23CrNiMo es la especificación más fiable tanto para la vida útil como para la predictibilidad de la tasa de fallos.
La selección del diseño de la corona de perforación debe basarse principalmente en la dureza de la roca, la estructura y la prioridad relativa de la velocidad de penetración frente a la rectitud del orificio.
- Un diseño de cara plana coloca todos los botones en una superficie plana, concentrando la máxima energía de avance: la elección correcta para rocas duras, masivas y homogéneas como el granito, el basalto o la cuarcita, donde el suministro de energía es el requisito principal.
- Una cara de caída central (cóncava) rebaja la zona central por debajo de los botones de calibre, lo que mejora el acceso al canal de lavado y reduce el reafilado de los recortes en roca fracturada o articulada.
- Una cara convexa proporciona intrínsecamente una mejor estabilidad direccional y orientación, adecuada para formaciones variables o laminadas en las que la deflexión lateral es un riesgo.
- Un faldón retráctil incorpora botones de retroceso que permiten que la broca vuelva a escariar a través del orificio durante la retirada de la varilla, algo esencial en rocas rotas, colapsadas o muy fracturadas, donde el atasco de la varilla supone un grave riesgo operativo. En cuanto a la forma de los botones, los botones esféricos ofrecen la máxima durabilidad en rocas muy abrasivas por encima de CAI 3,5, mientras que los botones balísticos (semibalísticos) proporcionan velocidades de penetración más rápidas en formaciones de dureza media a costa de una vida útil ligeramente más corta.
La vida útil varía considerablemente en función del tipo de roca, la clase de energía de la draga, la eficacia del lavado, la especificación de la broca y la práctica de reafilado.
- En condiciones extremadamente duras y abrasivas, como las formaciones de granodiorita de Chile con valores de UCS superiores a 180 MPa e índice de abrasividad CERCHAR superior a 4,0, una broca correctamente especificada que utilice cuerpos de acero 45CrNiMoV y botones de carburo YK05, procesados mediante un ciclo completo de tratamiento térmico de 20 horas, puede alcanzar vidas útiles superiores a 310 metros antes de su sustitución.
- En formaciones de mineral de hierro menos abrasivas, como las rocas con magnetita de la provincia china de Hebei, la vida útil suele ser mayor y los intervalos de trituración se prolongan más. El punto crítico para la contratación es que los metros brutos por barrena son menos significativos que el coste por metro: una barrena que logra 310 metros a un precio determinado ofrece un resultado económico fundamentalmente diferente que otra que logra 150 metros a un coste unitario 20% inferior.
Evaluar a los proveedores de herramientas en función de los datos de CPM de pruebas de campo en condiciones geológicas comparables -en lugar de en función del precio de catálogo- es la base más fiable para tomar decisiones de compra.
Las barras Speed MF (macho-hembra) incorporan roscas macho y hembra integradas en extremos opuestos, lo que elimina la necesidad de un manguito de acoplamiento independiente en cada unión de la barra.
Las barras de extensión requieren un manguito de acoplamiento independiente para conectar las longitudes de barra. La ventaja práctica de las barras Speed MF es mayor en aplicaciones en las que la duración del ciclo de cambio de barras es una limitación importante de la productividad (cabezales de desarrollo, perforación de túneles y perforación de producción de ciclo alto), ya que la reducción del número de componentes y la alineación integral de la rosca mejoran tanto la velocidad de cambio como la rectitud del orificio.
Las alargaderas con acoplamientos independientes siguen siendo la mejor opción para pozos muy profundos que requieren muchas longitudes de varilla, donde la posibilidad de sustituir los acoplamientos desgastados de forma independiente (en lugar de sustituir toda la varilla) ofrece una ventaja de coste, y donde las condiciones de fondo de pozo exigen la máxima flexibilidad en la configuración de la sarta de varillas.
Independientemente del sistema elegido, la precisión de la rosca y la calidad del tratamiento térmico siguen siendo los factores que rigen la eficacia de la transmisión de energía y la vida útil a la fatiga en las zonas de conexión de las barras.
El coste por metro es el coste total de los consumibles y los tiempos de inactividad dividido por el total de metros perforados en un periodo determinado, y es la única métrica que capta con precisión el verdadero rendimiento económico de una selección de herramientas de perforación.
Una broca con un precio de compra más bajo que alcanza la mitad de la vida útil de una alternativa superior no ahorra dinero, sino que cuesta más por metro perforado e introduce costes adicionales de tiempo de inactividad por cambios más frecuentes de broca y el desgaste de varilla asociado al funcionamiento de una broca degradada.
La fórmula CPM completa debe tener en cuenta el coste unitario de la herramienta, el desgaste de la barra atribuible a esa herramienta, el coste de mano de obra de los cambios de barrena y el tiempo de inactividad no planificado por fallos prematuros. En las explotaciones mineras de alta producción, incluso una modesta reducción de los CPM -lograda gracias a una mayor vida útil de la broca, menos roturas del vástago o un mayor índice de penetración sostenida- se traduce en un ahorro sustancial en toda una flota de perforadoras durante un año completo de explotación.
Por este motivo, los compradores más rigurosos del sector minero solicitan informes de pruebas de campo con datos de CPM en condiciones geológicas definidas, en lugar de confiar únicamente en las especificaciones del fabricante.