Índice
Introducción: Por qué la calidad de fabricación define el rendimiento de la perforación
En aplicaciones exigentes - minería de roca dura, excavación de túneles subterráneos, exploración geológica y construcción civil - el límite de rendimiento de cualquier broca para roca se fija mucho antes de que llegue al lugar de trabajo. Se determina en la fundición, el taller de mecanizado CNC y el horno de tratamiento térmico.
En RockHound, cada botón que producimos se diseña en torno a cuatro criterios de rendimiento no negociables:
- Índice de penetración (ROP): Geometría de broca óptima para maximizar el metraje por turno
- Resistencia al impacto: Resistencia a la rotura del carburo por percusión de alta frecuencia
- Eficiencia de descarga: Geometría de evacuación de recortes racionalizada para evitar el taponamiento de la perforación
- Vida útil: Mayor resistencia al desgaste para minimizar los cambios de broca y los costes de inactividad
El siguiente desglose técnico detalla cada etapa del proceso de fabricación en 7 pasos de RockHound, desde la certificación de la materia prima hasta el revestimiento protector final.
Etapa 1 - Calificación y preparación de las materias primas

Selección de la aleación del cuerpo de la broca (mango)
45CrNiMo1V: Acero aleado al cromo-níquel-molibdeno-vanadio de alta resistencia.
Grado de aleación: YK05
Proceso de corte: Se utiliza una sierra de cinta para metal CNC de alta precisión. El corte se realiza de acuerdo con los requisitos de tolerancia estándar para garantizar la planitud de la cara final.
La integridad estructural de una broca de botón comienza con la selección del grado de acero. RockHound utiliza las siguientes especificaciones de aleación de acero en función del tipo de broca:
| Tipo de bit / Componente | Grado de acero | Elementos clave de aleación y finalidad |
|---|---|---|
| Varillas de deriva/extensión | 22CrNi3Mo / 23CrNi3Mo | Cr, Ni, Mo - mayor resistencia a la fatiga, Elevada tenacidad en las raíces de rosca, excelente resistencia a las cargas cíclicas y a la propagación de grietas en la perforación con martillo en cabeza. |
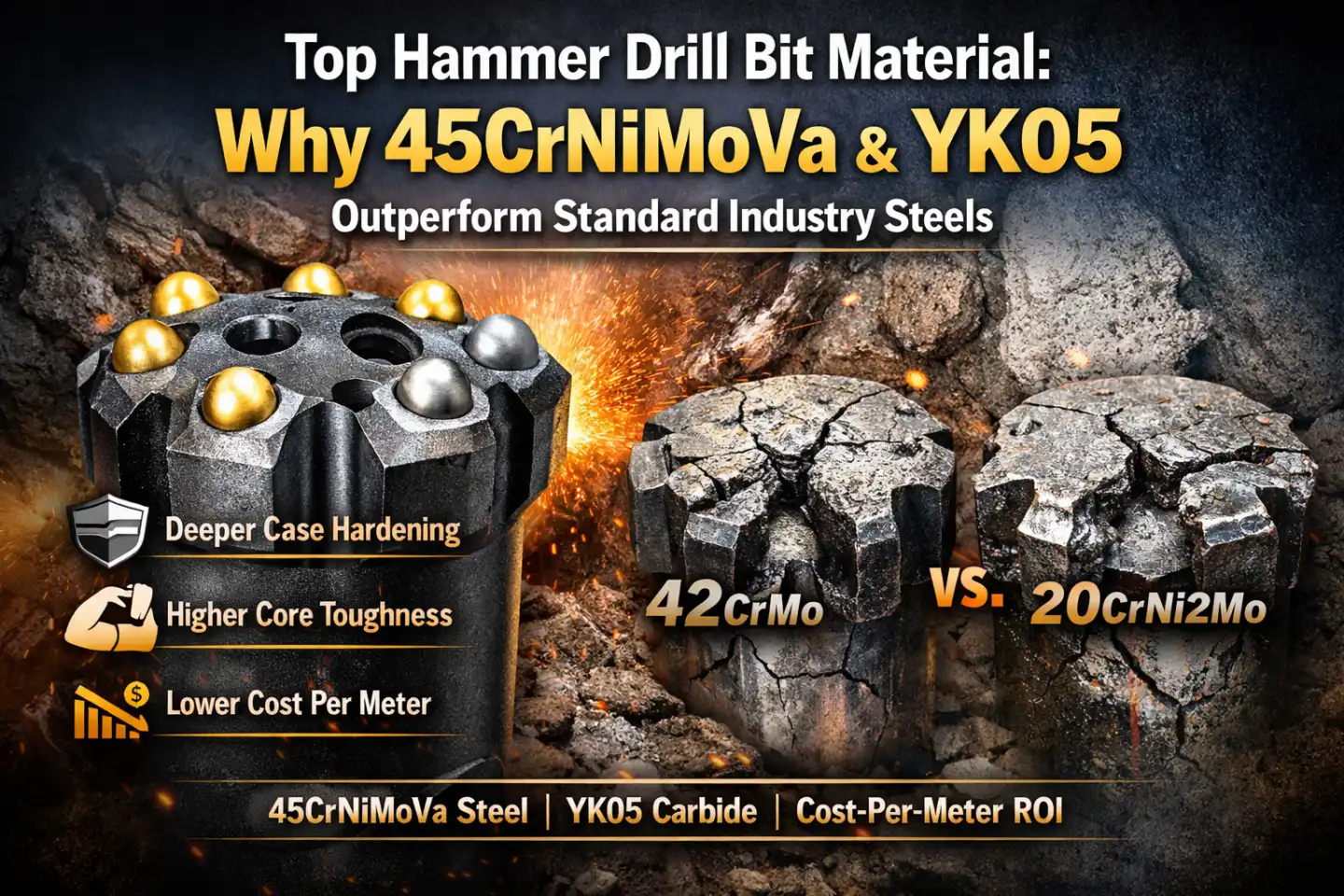
| Botones roscados | 45CrNiMo1V | Cr-Ni-Mo-V - resistencia superior a los impactos, endurecimiento profundo, excelente resistencia al desgaste después de la carburación, ideal para percusión pesada en roca dura/abrasiva |
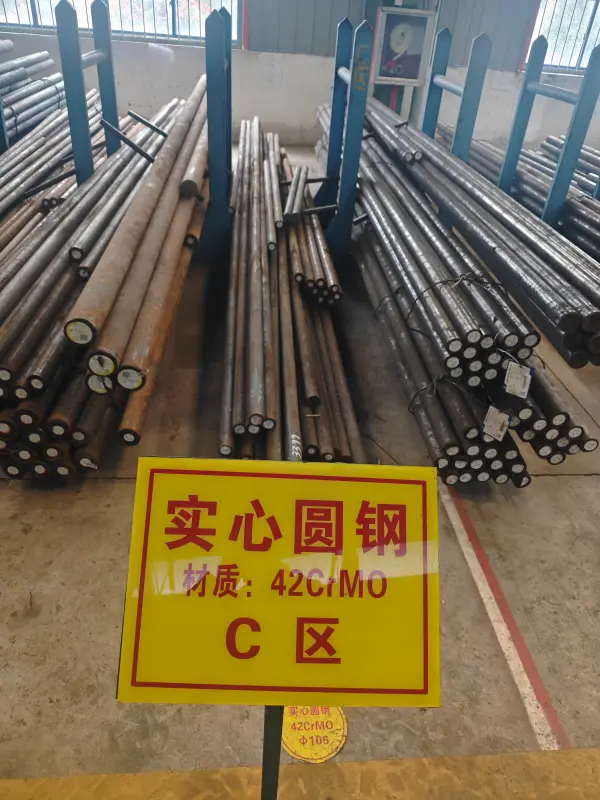
| Botones cónicos | 42CrMo / 35CrMo | Mo (primario) + Cr - resistencia a altas temperaturas, buena resistencia al revenido, dureza y tenacidad equilibradas para brocas cónicas más pequeñas en formaciones de dureza media |
Ejemplo de certificación de material entrante (barra redonda 22CrNi3Mo):
| Elemento | C | Si | Mn | Cr | Mo | Ni | S | P |
|---|---|---|---|---|---|---|---|---|
| Composición química (%) | 0.22 | 0.30 | 0.73 | 1.34 | 0.25 | 3.05 | 0.014 | 0.010 |
Todo el acero que se recibe se somete a un análisis espectrográfico completo de la composición química y a una verificación de las propiedades mecánicas antes de autorizar la producción. Los oligoelementos (S, P, Cu, As, Sn) se controlan dentro de las tolerancias estándar internacionales para evitar la fragilización.
Preparación del stock de barras
El material se corta a medida con sierras de cinta para metal CNC de alta precisión, con tolerancias de ±0,1 mm en la planitud de las caras. La geometría de corte precisa en esta fase sirve como referencia de referencia para todas las operaciones de CNC posteriores.

Paso 2 - Mecanizado CNC de precisión
El torneado en desbaste (“peeling”) elimina la capa superficial descarburada y los defectos subsuperficiales inherentes a las barras laminadas en caliente. Esta operación también realiza el desbaste del diámetro exterior, dejando un margen de material controlado para el acabado final. Las siguientes características se mecanizan posteriormente en centros de torneado/fresado CNC multieje:
Geometría de la ranura de descarga
Los canales de lavado aerodinámicamente perfilados están mecanizados mediante CNC para garantizar la eliminación sin restricciones de los recortes y un flujo optimizado de aire/agua hacia el frente de perforación. La geometría de las ranuras es específica para cada formación y está disponible en configuraciones de flujo estándar o ampliado.

Orificio de descarga central (CFH)
La perforación profunda produce el taladro central con simetría de eje central controlada para minimizar el desequilibrio bajo rotación a altas RPM.
Mecanizado de roscas
Las conexiones roscadas (perfiles de rosca R, rosca T o rosca ST según pedido) se cortan a Calibres de rosca ISO/SANDVIK estándar, Garantiza el engranaje completo de la rosca y una transmisión uniforme del par de apriete.
Mandrinado de asientos de botones de metal duro
El diámetro del asiento del botón (orificio de ajuste a presión) se mecaniza a ±0,02 mm de tolerancia, que es fundamental para lograr el ajuste de interferencia especificado entre la plaquita de carburo de tungsteno y el cuerpo de acero, la unión mecánica principal que resiste la extracción del botón.
Etapa 3 - Tratamiento térmico al vacío
El tratamiento térmico determina las propiedades mecánicas fundamentales del cuerpo de la broca acabada: dureza, tenacidad y resistencia a la fatiga. RockHound utiliza horno de vacío (presión de la cámara < 10-² Pa) para eliminar por completo el riesgo de oxidación y descarburación inherente a los hornos atmosféricos.
Enfriamiento al vacío
El cuerpo de la broca se austeniza y templa en aceite bajo curvas controladas de calentamiento y enfriamiento. Dureza objetivo: HRC 45-50 (ajustado según el modelo de broca y la aplicación). El temple al vacío garantiza una metalurgia superficial limpia y una profundidad de caja endurecida reproducible.


Templado a alta temperatura
Tras el templado, las brocas se someten a un revenido a alta temperatura para aliviar la tensión residual inducida por el templado, mejorar la tenacidad del núcleo (energía de impacto, KV) y eliminar el riesgo de fractura frágil bajo cargas de percusión de alta frecuencia. El resultado es el equilibrio ideal entre dureza y tenacidad para la perforación de rocas.
Paso 4 - Ajuste del botón de metal duro (ajuste del diente)
El proceso de fijación del botón de metal duro es la fase más crítica desde el punto de vista mecánico de la fabricación de brocas. Todos los parámetros se controlan estrictamente para garantizar la máxima retención del botón, la resistencia al impacto y la uniformidad de la geometría de perforación.
Grado de plaquita de metal duro
RockHound utiliza Carburo de wolframio cementado YG05 (ISO K05) - un grado de grano ultrafino optimizado para:
- Resistencia extrema al desgaste (alto contenido de WC)
- Suficiente resistencia a la rotura transversal (TRS) para resistir la fractura por percusión
- Dureza: HV ≥ 1580 (Vickers)
Geometría del botón (perfil balístico)
Ángulo del vértice del botón estándar: 35° - el óptimo establecido por la industria para una velocidad de penetración y tenacidad equilibradas. Hay disponibles geometrías específicas para cada aplicación:
| Tipo de formación | Ángulo recomendado del botón | Justificación técnica |
|---|---|---|
| Roca extremadamente dura (granito, basalto) | 38° - 42° | El perfil más romo aumenta la tenacidad al impacto y la resistencia al astillado/fractura bajo percusión de alta energía; reduce el fallo prematuro del botón en roca UCS > 200 MPa. |
| Roca semidura (caliza, arenisca) | 35° (Estándar) | Equilibrio óptimo entre velocidad de penetración (ROP) y vida útil de la herramienta; ofrece un rendimiento constante en condiciones típicas de perforación en minería, canteras y construcción. |
| Roca blanda/abrasiva (esquisto, meteorizada) | 30° - 33° | Geometría más agresiva y afilada que maximiza la velocidad de penetración en formaciones con bajo contenido de UCS; se recomiendan ranuras de lavado más grandes para mejorar la eliminación de recortes y evitar el embozado de la broca. |
Proceso de ajuste a presión de interferencias
Los diámetros del asiento del botón y de la plaquita de metal duro se ajustan a un ajuste de interferencia de ±0,01 mm (10 µm). El proceso de ajuste utiliza calentamiento por inducción para expandir térmicamente el orificio del cuerpo de la broca, después de lo cual los botones se ajustan manualmente a presión y se golpean con un martillo hasta la profundidad de asiento final. La contracción térmica al enfriarse produce una tensión de sujeción por compresión radial, el principal mecanismo de retención.
Cobre Calza Capa tampón
Durante el montaje, entre el vástago del botón y la pared del orificio se interpone una cuña de soldadura fuerte de cobre rectificada con precisión. La elevada ductilidad del cobre (alargamiento ≥ 30%) actúa como un capa amortiguadora de sacrificio, distribuyendo las cargas de impacto a lo largo de la pared del orificio y evitando tanto el desprendimiento del botón como el agrietamiento de la pared del asiento durante el servicio.
Paso 5 - Granallado (acondicionamiento de la superficie)
Las incrustaciones y capas de óxido del tratamiento térmico posterior se eliminan mediante granallado de acero de alta velocidad, El granallado produce un perfil de superficie uniforme y limpio. El granallado induce además tensión residual de compresión superficial (efecto de granallado), que mejora significativamente la resistencia a la fatiga por flexión y a la fatiga por contacto, un factor clave para prolongar la vida útil operativa antes de que sea necesario el reafilado.
Paso 6 - Revestimiento anticorrosión y acabado
La línea de pintura dedicada de RockHound combina pulverización electrostática totalmente automatizada con retoque manual para ofrecer una capa protectora consistente y de alta adherencia.
Especificaciones del revestimiento:
- Tecnología: Pulverización electrostática o capa de imprimación antioxidante
- Colores estándar: Azul, naranja, negro (colores personalizados disponibles)
- Cumplimiento de la normativa medioambiental: Emisiones de COV controladas dentro de las normas aplicables - sin olores ni contaminación durante el almacenamiento en obra


El revestimiento proporciona protección contra la corrosión durante el transporte marítimo, el almacenamiento en puerto y el inventario de campo, manteniendo la integridad dimensional del perfil de la rosca y los asientos de los botones hasta el primer uso.
Etapa 7 - Embalaje, marcado y logística
Embalaje unitario
Los bits individuales se embalan en cajas de cartón reforzado a medida (5-10 unidades/caja), acolchadas con material de embalaje interno amortiguador para evitar daños por contacto entre botones durante el transporte.
Embalaje para exportación
Los lotes completos se envasan en cajas de madera fumigada para exportación, revestido interiormente con película de barrera contra la humedad - cumple los requisitos fitosanitarios de la NIMF 15 para los principales mercados de importación.
Identificación y trazabilidad de productos
Cada bit está marcado con láser:
- Logotipo de la marca
- Especificaciones del producto (diámetro, tipo de rosca, calidad del metal duro)
- Código de trazabilidad de la producción
Campo de marcado: 100 mm × 100 mm. El marcado por láser está disponible como servicio de valor añadido (puede aplicarse un plazo de entrega y un coste de utillaje adicionales).
Resumen: Control de calidad de RockHound por fases del proceso
| Fase de fabricación | Parámetro clave de control de calidad | Método de inspección |
|---|---|---|
| Materia prima | Composición química, propiedades mecánicas | Espectroscopia, ensayos de tracción |
| Mecanizado CNC | Tolerancia del diámetro del asiento del botón ±0,02 mm | MMC / medidor de aire |
| Tratamiento térmico al vacío | Dureza de la superficie HRC 45-50 | Durómetro Rockwell |
| Ajuste de los botones | Ajuste de interferencia ±0,01 mm | Calibre de precisión |
| Granallado | Limpieza de la superficie Sa 2.5 | Norma visual / comparativa |
| Revestimiento | Espesor de la película seca, adherencia | Medidor DFT, prueba de corte transversal |
| Inspección final | Dimensional, visual, marcado | Indicadores Go/No-Go, estándar visual |
RockHound - Herramientas de perforación de rocas diseñadas con precisión para minería, túneles y construcción.
Explore nuestra gama completa de brocas de botón, alargaderas y adaptadores de mango, o póngase en contacto con nuestro equipo técnico para obtener recomendaciones específicas para cada aplicación.
Lecturas relacionadas:
Broca de botón Top Hammer: cómo funciona, usos y mantenimiento
Cuántos tipos de brocas de botón para taladro percutor superior
Preguntas frecuentes sobre brocas de botón para perforación de rocas
Los cuerpos de las brocas de botón roscadas se fabrican con 45CrNiMo1V, un acero de aleación de cromo-níquel-molibdeno-vanadio seleccionado por su combinación óptima de tenacidad al impacto y resistencia a la fatiga en condiciones de perforación por percusión.
El procesamiento en horno de vacío (presión de la cámara < 10-² Pa) elimina la oxidación superficial y la descarburación, produciendo una caja endurecida limpia y predecible con valores HRC constantes en todo el lote de producción, algo fundamental para un rendimiento reproducible sobre el terreno.
Perforar agujeros: Identifique puntos estratégicos en la roca y perfore agujeros a la profundidad necesaria para el divisor hidráulico. Aplique presión hidráulica: Inserte el divisor hidráulico en los orificios. El divisor se expande, aplicando fuerza para crear grietas y separar la roca.
Sí. El ángulo del ápice del botón, el patrón de disposición del botón (cara y calibre) y la geometría de la ranura de lavado se pueden configurar para adaptarse a la resistencia a la compresión no confinada (UCS) y al índice de abrasividad (AI) de las formaciones objetivo. Póngase en contacto con nuestro equipo técnico con sus datos geomecánicos para obtener una especificación de barrena personalizada.
La especificación estándar es YG05 (equivalente a ISO K05) - un grado de carburo cementado de grano ultrafino que ofrece alta dureza (HV ≥ 1580) con suficiente resistencia a la rotura transversal para aplicaciones de percusión de alta frecuencia.