Índice
Introducción
Al abastecerse barras de perforación de martillo en cabeza, Una de las preguntas técnicas más frecuentes que se hacen los ingenieros de compras y los contratistas de perforación es:
“¿Por qué los fabricantes chinos no utilizan el mismo acero que Sandvik?”.”
Es una pregunta justa, y merece la pena responderla con precisión.
Sandvik Sanbar 64 es el acero patentado de referencia para alargaderas y barras de mango en la perforación con martillo en cabeza en todo el mundo. RockHound utiliza 23CrNiMo (designado ZK23CrNi3Mo según las normas nacionales chinas), un acero de cementación al níquel-cromo-molibdeno de Guiyang Special Steel (proveedor de RockHound). Ambos pertenecen a la misma familia de aleaciones. Ambos están diseñados para cargas de impacto de alta frecuencia. Pero no son intercambiables, y las diferencias importan.
Este artículo lo explica:
- Por qué los fabricantes chinos de barras de perforación no pueden limitarse a utilizar Sanbar 64
- La diferencia metalúrgica entre 23CrNiMo y Sanbar 64
- Comparación de los perfiles de dureza de los tratamientos térmicos
- Qué dicen los datos reales de las pruebas de campo en una mina de hierro sobre el rendimiento del alambrón 23CrNiMo
Por qué los fabricantes chinos no utilizan Sanbar 64
1. Sanbar 64 es una calidad patentada, no un acero estándar.
Sanbar 64 no es un grado de acero estándar ISO o GB publicado. Se trata de un aleación patentada desarrollada y producida exclusivamente por Sandvik Materials Technology (ahora comercializado bajo la marca Alleima). La composición química completa no se ha hecho pública, y el material solo está disponible a través de la cadena de suministro de Sandvik.
Esto significa que ninguna acería ajena -en China o en otro país- puede reproducir legalmente Sanbar 64. Un fabricante chino que afirme “utilizar Sanbar 64” estaría haciendo una afirmación no verificable.
2. La brecha en la cadena de suministro: integración vertical frente a contratación en el mercado abierto
Sandvik opera un cadena de producción totalmente integrada verticalmenteDesde la fabricación del acero en horno de arco eléctrico hasta la metalurgia secundaria, pasando por la colada en bruto, el laminado de palanquilla, la extrusión de barras huecas y el tratamiento térmico, todo bajo un mismo techo. Esto proporciona a Sandvik un control total sobre la limpieza del acero, la morfología de las inclusiones y la consistencia microestructural.
Los fabricantes chinos de barras de perforación se abastecen de acero bruto en acerías de terceros. Incluso cuando se abastecen de proveedores reputados como Guiyang Special Steel (proveedor de RockHound), el fabricante confía en el sistema de calidad interno de su acería, que funciona independientemente de las instalaciones de mecanizado y tratamiento térmico de la barra.
Esta separación de la siderurgia y la fabricación de alambrón es la diferencia estructural fundamental - no es simplemente una cuestión de capacidad técnica.
3. La respuesta sincera a la actual brecha de calidad
No tiene sentido ocultarlo: hay un vacío, y se reduce principalmente a tres factores:
| Factor | Sandvik / Sanbar 64 | RockHound / 23CrNiMo |
|---|---|---|
| Limpieza de la acería | EAF + refinado secundario + desgasificación al vacío + control estricto de la inclusión | Molino de terceros; la limpieza depende del grado del molino y del calor |
| Coherencia de la composición química | Propia, controlada lote a lote | Según la norma GB/T, la variación de calor a calor está dentro del rango permitido |
| Calidad de la superficie de la barra en bruto | Profundidad máxima del defecto exterior 0,20 mm, interior 0,15 mm | Depende de los criterios de inspección y aceptación de la fábrica |
| Responsabilidad de la cadena de suministro | Totalmente integrado, un solo fabricante | Molino separado + fabricante de barras |
Esto no significa que las barras 23CrNiMo rindan menos en todas las condiciones. Significa que el techo de rendimiento de Sanbar 64, en idénticas condiciones de fabricación, es más alto, y la consistencia es mayor. La cuestión para los compradores es siempre si esa prima de rendimiento justifica la diferencia de precio en su aplicación específica.
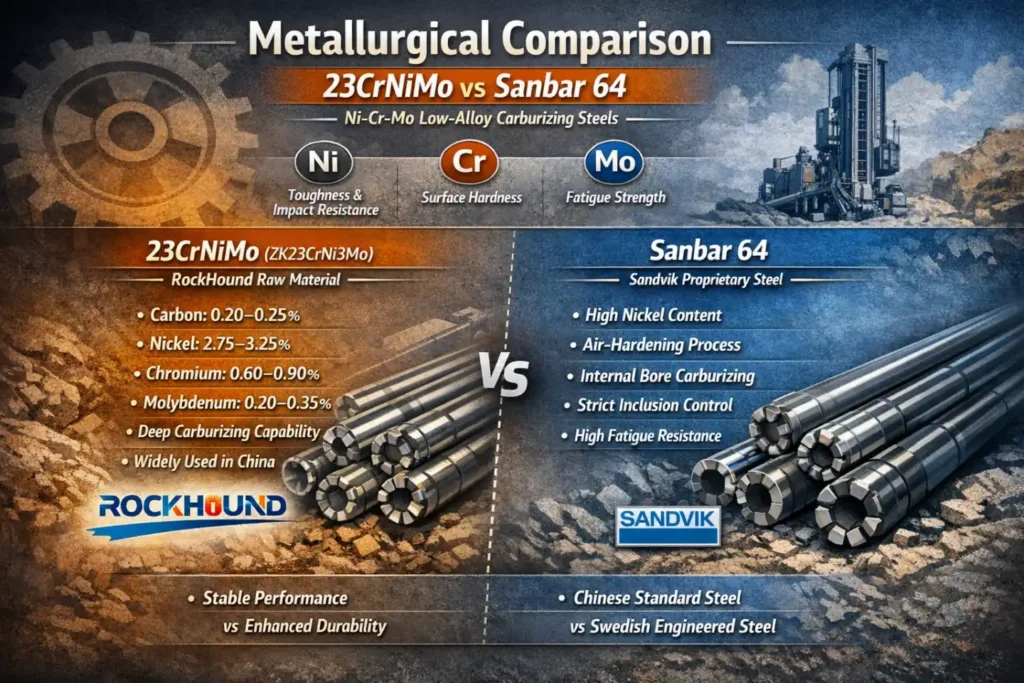
Comparación metalúrgica: 23CrNiMo vs Sanbar 64
Familia de aleaciones e intención de diseño
Ambos aceros pertenecen al Acero de carburación de baja aleación Ni-Cr-Mo familia. La estrategia de aleación es fundamentalmente la misma:
- Níquel (Ni): Mejora la tenacidad del núcleo, la resistencia al impacto y la resistencia a la fractura a baja temperatura
- Cromo (Cr): Aumenta la templabilidad, la dureza superficial y la resistencia a la oxidación
- Molibdeno (Mo): Mejora la resistencia a la fatiga, la resistencia a la fluencia y la resistencia a la fragilización por revenido
La diferencia radica en perfeccionamiento de ese enfoque.
23CrNiMo (ZK23CrNi3Mo) - Materia prima RockHound
23CrNiMo es un acero de cementación estándar nacional chino, ampliamente utilizado en la industria de herramientas de perforación de rocas en China. Características principales:
- Carbono (C): ~0,20-0,25% - suficientemente bajo para la carburación profunda, suficiente para la resistencia del núcleo
- Níquel (Ni): ~2,75-3,25% - el alto contenido de níquel contribuye a la tenacidad y al control de la austenita retenida
- Cromo (Cr): ~0,60-0,90%
- Molibdeno (Mo): ~0,20-0,35%
- Buena templabilidad - adecuado para la cementación profunda de secciones de barras hexagonales de hasta H35 mm y mayores
- Propiedades mecánicas estables después de la cementación y el temple cuando el tratamiento térmico se controla adecuadamente.
RockHound obtiene este acero de Guiyang Special Steel (como proveedor de RockHound), Uno de los productores de aceros especiales más importantes de China, con líneas de producción dedicadas a las calidades de acero para perforación de rocas.
Sanbar 64 - Acero para perforación patentado por Sandvik
Sanbar 64 es descrito por Sandvik como un acero aleado de alto contenido en níquel, endurecido al aire con excelente respuesta a la carburación con gas. Principales características publicadas:
- Familia de aleaciones: Ni-Cr-Mo, con mayor contenido de níquel y un control de oligoelementos más estricto que los grados comerciales estándar.
- Capacidad de endurecimiento al aire: El acero puede endurecerse sin temple en aceite o agua, lo que reduce el riesgo de fisuración por temple y permite gradientes de dureza más controlados.
- Control de inclusión: La especificación de fabricación limita la profundidad de los defectos superficiales a ≤0,20 mm en la superficie exterior y ≤0,15 mm en el orificio interior - crítico para la resistencia a la iniciación de grietas por fatiga.
- Cementación interna: Sandvik requiere específicamente el carburizado interno de las barras huecas para maximizar la vida a fatiga, especialmente en entornos subterráneos corrosivos.
- Tolerancia de rectitud: ≤1 mm por cada 1.000 mm, lo que garantiza una transmisión de energía uniforme a lo largo de la varilla.
La principal ventaja técnica de Sanbar 64 no es su composición de aleación (que es muy similar a la de otras calidades de Ni-Cr-Mo), sino más bien la calidad de su acero. consistencia de la microestructura mediante el proceso de fabricación de acero patentado por Sandvik. Los menores niveles de inclusión no metálica se traducen en un menor número de posibles puntos de iniciación de grietas por fatiga, lo que se traduce directamente en una mayor vida útil de la barra bajo cargas de impacto repetidas.
Comparación del tratamiento térmico y el perfil de dureza
La composición del material determina potencial de una barra de perforación. El tratamiento térmico determina si ese potencial se materializa.
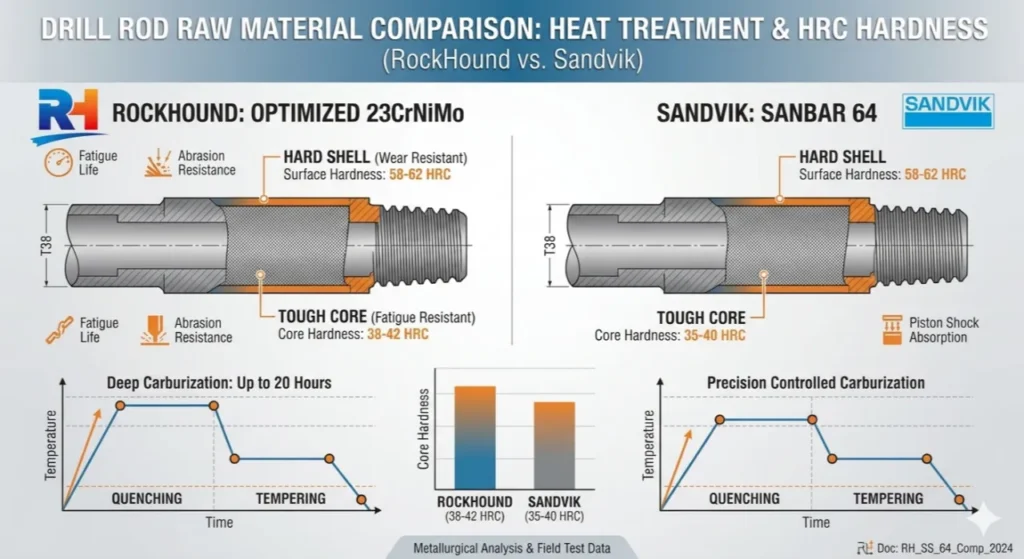
Las barras de perforación de rocas requieren un perfil de dureza de doble zona:
- A caja de superficie dura y resistente al desgaste para resistir el desgaste y la abrasión de las roscas
- A núcleo resistente que absorbe los impactos para soportar la percusión repetida del pistón sin fractura frágil
La siguiente tabla compara los datos publicados sobre el tratamiento térmico de Sanbar 64 con la especificación objetivo de RockHound para las barras de 23CrNiMo:
| Parámetro | Sanbar 64 (Datos publicados por Sandvik) | 23CrNiMo - Objetivo RockHound |
|---|---|---|
| Método de tratamiento térmico | Carburación global con gas | Cementación profunda + temple |
| Temperatura de cementación | 920-930°C | 910-930°C |
| Superficie recomendada Carbono | 0,5-0,7% | 0,5-0,8% |
| Profundidad de la caja | 0,6-1,2 mm (en función de la rosca) | 0,8-1,5 mm |
| Enfriamiento después de la carburación | Aire forzado (endurecimiento por aire) | Temple en aceite |
| Dureza de la superficie | 57-62 HRC | 58-62 HRC |
| Dureza del núcleo | 36-44 HRC | 38-42 HRC |
| Temperatura de revenido | 180-230°C, 1 hora | 180-220°C |
Lecturas relacionadas:20 horas de tratamiento térmico en herramientas de perforación de rocas
Observación clave: Con un tratamiento térmico adecuado, las barras 23CrNiMo de RockHound alcanzan una dureza superficial de 58-62 HRC y una dureza del núcleo de 38-42 HRC - valores que entran dentro del intervalo recomendado por Sanbar 64. Las cifras de dureza son comparables. La diferencia radica en el coherencia y repetibilidad de alcanzar ese perfil en todos los lotes de producción, lo que está directamente ligado a la limpieza de las materias primas y al control de la atmósfera del horno.
La caja carburizada protege las secciones roscadas -la zona de mayor tensión de la barra de perforación- tanto contra el desgaste abrasivo como contra la iniciación de grietas por fatiga. El núcleo resistente absorbe la energía de percusión axial transmitida por el pistón de la perforadora (en esta aplicación, 180 bares de presión de impacto del Epiroc COP 1838HD+).
Proceso de fabricación: Donde RockHound controla lo que puede
RockHound no puede replicar la fabricación de acero integrada verticalmente de Sandvik. Pero dentro del proceso de fabricación de alambrón, varios pasos críticos de control de calidad influyen directamente en el rendimiento del alambrón:
Mecanizado de roscas de precisión
La rosca es la sección más crítica a la fatiga de cualquier alargadera. La geometría de la raíz de la rosca, el acabado superficial y la profundidad de la caja en la raíz de la rosca determinan si la varilla alcanza su vida teórica a fatiga o falla prematuramente. RockHound mecaniza roscas con perfiles estándar (T38, R32, T45, T51) utilizando centros de torneado CNC con parámetros de corte controlados para minimizar la tensión de tracción residual en la raíz de la rosca.
Enderezar
Una varilla recta transfiere eficazmente la energía de percusión a lo largo de su eje. La desviación lateral introduce componentes de tensión de flexión durante la rotación, acelerando la fatiga en los puntos de concentración de tensión. RockHound utiliza un sistema de enderezamiento automatizado de 6 metros con un objetivo de desviación de ≤1 mm por cada 1.000 mm, que coincide con la tolerancia publicada por Sandvik.
Descubra más: El procesamiento de barras de perforación roscadas y cónicas:
Control de la atmósfera de carburación
La cementación gaseosa requiere un control estable del potencial de carbono en la atmósfera del horno. El proceso de tratamiento térmico de RockHound tiene como objetivo un contenido de carbono superficial de 0,5-0,8% con una profundidad de caja ajustada a la dimensión de la rosca, en consonancia con las recomendaciones publicadas por Sandvik para Sanbar 64.
Inspección de calidad
Cada lote de producción de alambrón se somete a una verificación de dureza Brinell/Rockwell, una inspección dimensional y una comprobación del calibre de la rosca antes de su expedición.
Rendimiento sobre el terreno: Varillas RockHound 23CrNiMo en mina de hierro - Datos de pruebas reales
La prueba más importante para cualquier contratista de perforaciones no es la hoja de especificaciones, sino lo que ocurre bajo tierra.
Resumen de la prueba
Ubicación: Mina de hierro, provincia de Hebei, China (-540 m bajo tierra)
Periodo de prueba: Julio-agosto de 2025
Condiciones de la roca: Coeficiente de dureza Protodyakonov f = 13-15 (UCS correspondiente: 130-150 MPa) - clasificado como roca dura a muy dura
Perforadora: Epiroc (Atlas Copco) Boomer 281
Perforadora de rocas: COP 1838HD+
Parámetros de perforación: Alimentación 75-80 bar | Impacto 180 bar | Rotación 190 bar | Descarga 10-12 bar
Especificación de la varilla: ZK23CrNi3Mo, H35 × 4,305 mm, T38/R32
Resultados de la vida útil de las barras de perforación
| Varilla No. | Vida útil (metros) | Modo de fallo |
|---|---|---|
| 1# | 3,529 m | Fractura de la rosca en el extremo de la broca |
| 2# | 3,753 m | Fractura de la rosca en el extremo de la broca |
| 3# | 3,478 m | Fractura de la rosca en el extremo de la broca |
| 4# | 3,389 m | Fractura de la rosca en el extremo de la broca |
| 5# | 3,645 m | Fractura de la rosca en el extremo de la broca |
| 6# | 3,725 m | Fractura de la rosca en el extremo de la broca |
| 7# | 3,712 m | Fractura de la rosca en el extremo de la broca |
| 8# | 3,549 m | Fractura de la rosca en el extremo de la broca |
| Media | 3,597.5 m | Fractura de la rosca en el extremo de la broca (100%) |
¿Qué aprendemos de estos datos?
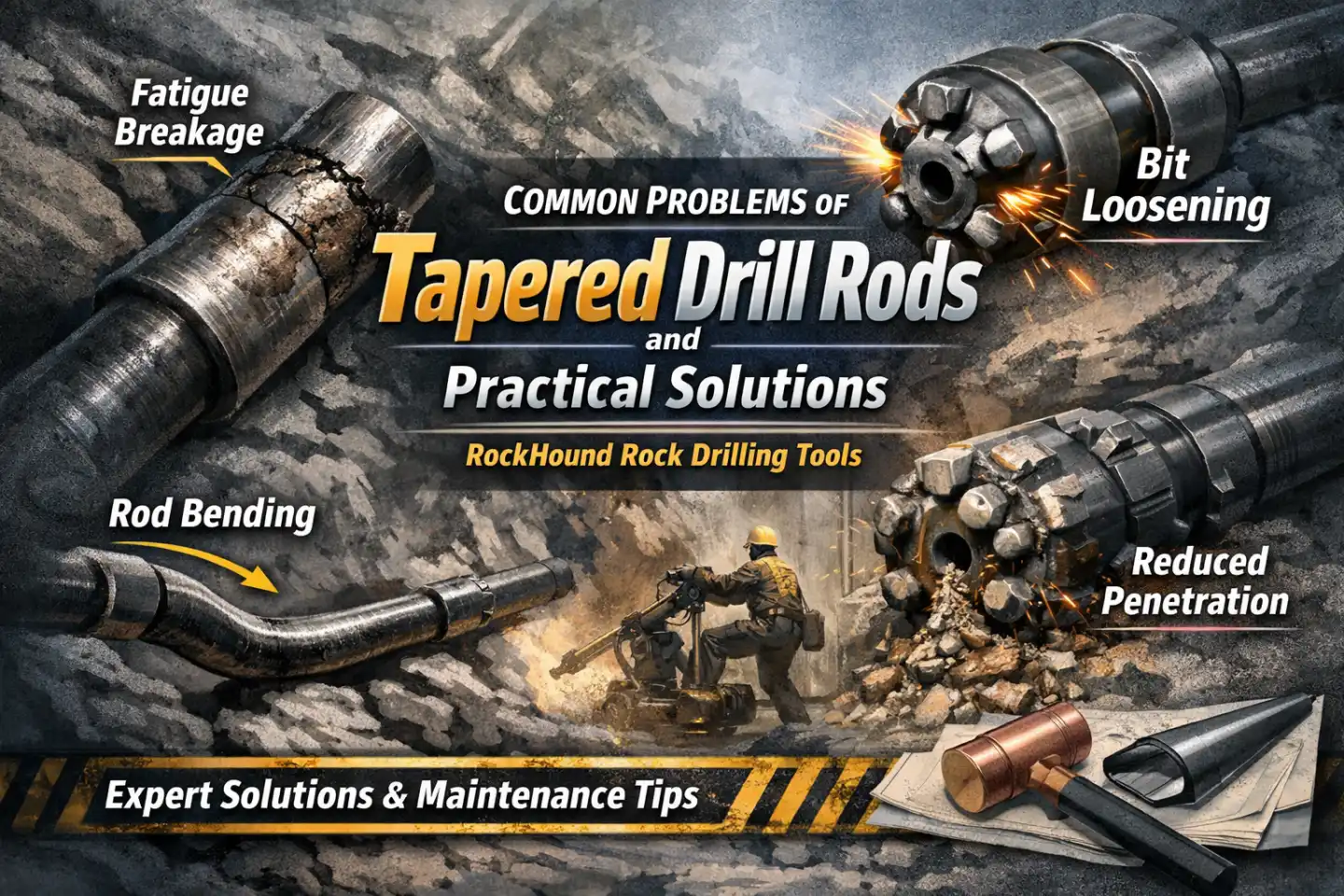
3.597,5 metros de metraje medio en mineral de hierro f13-f15, operando a 180 bar de presión de impacto, es una referencia de rendimiento significativa. El modo de fallo constante -fractura de la rosca en el extremo de la broca (extremo pequeño)- es el localización esperada y normal del fallo por fatiga para una barra de extensión del martillo en cabeza. Aquí es donde la amplitud del esfuerzo de flexión es mayor debido a la condición de carga asimétrica en el punto de conexión de la broca. No se produjeron fracturas en la parte media del cuerpo ni fallos en el extremo del vástago, lo que indica que las propiedades de la caja carburizada y el núcleo funcionan según lo previsto.
Estos datos no pretenden la paridad con las barras Sandvik en las mismas condiciones. Demuestra que las barras de 23CrNiMo fabricadas correctamente ofrecen una vida útil comercialmente viable y constante en condiciones de roca dura, Por lo tanto, son una opción competitiva para las operaciones en las que el cálculo del coste por metro es importante.
Rendimiento del bit de botón (misma prueba)
Como referencia, el Brocas de botón roscadas R32 probados simultáneamente promediaron 352,8 metros por bit en las mismas condiciones f13-f15, con los cinco bits registrando el desgaste normal como modo de fallo.
Más Proyecto Informe de Pruebas: R32 Broca de botón Retrac de 51 mm para roca dura en mina de cobre probada en Chile
Cómo elegir: Cuándo 23CrNiMo es la elección correcta
| Escenario de perforación | Recomendación |
|---|---|
| Roca dura-muy dura (f ≥ 12), minería de alta producción, máxima prioridad de vida útil. | Sandvik Sanbar 64-son la mejor referencia en cuanto a mayor longitud y menor coste por metro en condiciones extremas. |
| Roca de dureza media (f = 8-12), operaciones sensibles a los costes o pruebas/comparación de precios | 23CrNiMo Las varillas (debidamente tratadas térmicamente) ofrecen un rendimiento fiable y predecible y una excelente relación calidad-precio en comparación con las marcas de primera calidad. |
| Minería subterránea de roca dura (f = 13-15) con limitaciones presupuestarias | RockHound 23CrNiMo los datos de campo sugieren una vida útil competitiva - solicite un lote de prueba para validarlo en función de las condiciones específicas del emplazamiento |
| Puesta en marcha de nuevas minas u operaciones con restricciones de Capex | 23CrNiMo Las barras reducen el gasto inicial en utillaje al tiempo que mantienen un metraje y una fiabilidad aceptables durante la fase inicial de puesta en marcha. |
Conclusiones: Evaluación honesta, sin sobreventa
La brecha entre 23CrNiMo y Sanbar 64 es real, y tiene su origen en diferencias estructurales en la tecnología de fabricación del acero y en la integración de la cadena de suministro, no en una falta de conocimientos de ingeniería entre los fabricantes chinos.
Sanbar 64 se beneficia de más de un siglo de desarrollo propio, una producción totalmente integrada y el control de inclusión más estricto disponible en la fabricación de acero para perforación. Estas ventajas se reflejan en su coste.
La posición de RockHound es sencilla: El 23CrNiMo, cuando se adquiere en una fábrica china especializada de renombre y se somete a procesos de cementación, mecanizado de roscas y enderezado correctamente controlados, ofrece una vida útil real competitiva en una amplia gama de condiciones de taladrado. Los datos de campo de la mina de hierro f13-f15 lo corroboran.
Recomendamos a los posibles clientes de explotaciones de roca dura que soliciten un lote de prueba, que midan el metraje por barra y que tomen la decisión en función de sus propios resultados de coste por metro, no sólo de la marca.
PREGUNTAS FRECUENTES
No en comparación directa. Sanbar 64 es un acero patentado con un control de inclusión más estricto y una siderurgia totalmente integrada. Sin embargo, cuando las barras chinas de 23CrNiMo se someten a un tratamiento térmico y una fabricación adecuados, pueden ofrecer perfiles de dureza comparables y un rendimiento competitivo sobre el terreno para muchas aplicaciones.
Tras el carburizado y el revenido, RockHound alcanza una dureza superficial de 58-62 HRC y una dureza del núcleo de 38-42 HRC, que entra dentro del rango publicado por Sandvik para las barras Sanbar 64.
23CrNiMo designa un acero carburizado de bajo contenido en carbono, níquel-cromo-molibdeno. El "23" se refiere a un contenido de carbono de aproximadamente 0,23%. Los elementos de aleación (Ni, Cr, Mo) mejoran la templabilidad, la tenacidad y la resistencia a la fatiga, las tres propiedades más críticas para obtener el máximo rendimiento de la varilla de perforación con percusión.
El valor f (o coeficiente de Protodyakonov) es un sistema de clasificación de la dureza de las rocas utilizado habitualmente en minería y perforación. Los valores f más altos indican roca más dura: f8-f10 es roca media; f12-f14 es roca dura; f15-f18 es roca muy dura, como mineral de hierro, cuarcita o granito duro. La vida útil de las barras de perforación disminuye al aumentar el valor f.
La fractura de la rosca en el extremo de la broca (extremo pequeño) es la modo de fallo por fatiga normal y esperado para las barras de extensión del martillo en cabeza. El extremo de la broca experimenta la mayor amplitud de tensión de flexión debido a la carga fuera del eje en la conexión de la broca. El fallo constante en este punto, en lugar de las fracturas en el centro del cuerpo o en el extremo del vástago, confirma que las propiedades de la caja carburada y del núcleo son correctas y que la varilla alcanza el límite de vida a fatiga previsto.