Índice
Introducción: La ciencia detrás del rendimiento de las perforaciones de alto impacto
En la perforación por percusión Top Hammer, el broca de martillo en cabeza funciona en el punto de máxima tensión mecánica, soportando miles de impactos de alta frecuencia por minuto y sufriendo una intensa abrasión de las formaciones rocosas competentes. Los operarios se enfrentan con frecuencia a fallos prematuros de la broca, velocidades de penetración irregulares y elevados costes de consumo de la herramienta, y a menudo atribuyen estos problemas a las condiciones de la aplicación en lugar de a su verdadera causa: especificación de la materia prima.
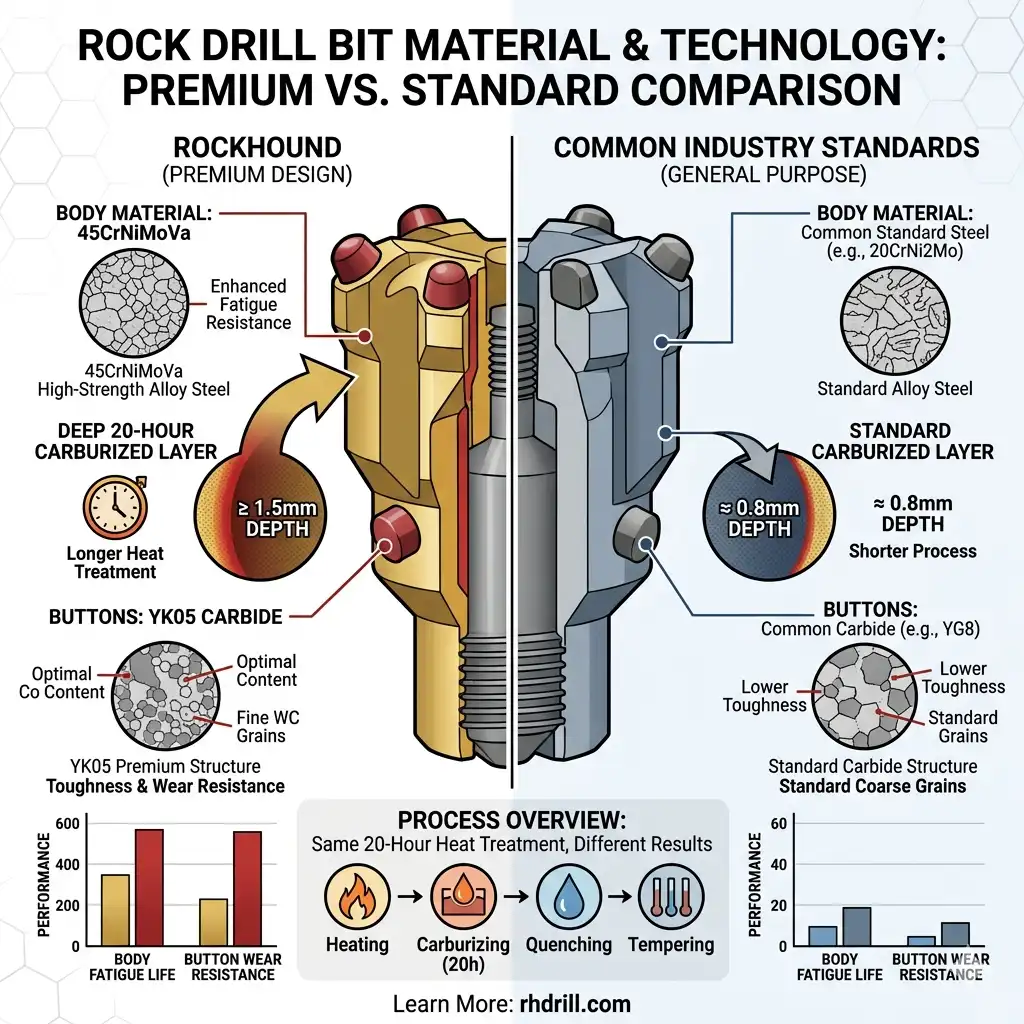
En RockHound, Todos los cuerpos de las brocas Top Hammer están fabricados con Acero de alta aleación 45CrNiMoVa y equipado con Botones de carburo de tungsteno de calidad superior YK05. Este artículo ofrece una comparación precisa y fundamentada metalúrgicamente de estas opciones de material frente a los grados más comúnmente utilizados en la industria - incluyendo 42CrMo, 20CrNi2Mo, y 35CrMo - y explica por qué esa diferencia de especificación se traduce directamente en un rendimiento medible sobre el terreno y en un menor coste total por metro (CPM).
Sección 01. La base de los procesos compartidos - Y por qué los procesos por sí solos no marcan la diferencia
Entre los fabricantes de herramientas Top Hammer de renombre, la metodología de producción básica está ahora ampliamente estandarizada. RockHound y la mayoría de sus competidores aplican el siguiente marco de procesos:
Inserción del botón térmico (método de presión en caliente)
Los botones de metal duro se encajan en el cuerpo de la broca mediante expansión térmica controlada. Este método consigue una unión mecánicamente superior en comparación con el prensado en frío convencional, reduciendo significativamente el riesgo de expulsión del botón bajo cargas de percusión de alta energía. Para un desglose detallado, véase: Broca de botón Top Hammer: cómo funciona, usos y mantenimiento

Tratamiento térmico de carburación profunda de 20 horas
El cuerpo de la broca se somete a un ciclo completo de carburación de 20 horas en un horno de atmósfera controlada, formando una capa superficial enriquecida con carbono (carcasa) que alcanza una gran dureza superficial a la vez que conserva un núcleo resistente y dúctil capaz de absorber la energía del impacto percusivo sin fracturarse frágilmente. Todos los detalles técnicos están disponibles en: Tratamiento térmico de 20 horas en herramientas de perforación de rocas

Mecanizado CNC de precisión y control de calidad dimensional
La geometría de la rosca, las tolerancias del calibre y los perfiles de los orificios de enrasado se han mecanizado según especificaciones compatibles con las modernas roscadoras hidráulicas de alta potencia. Consulte la secuencia completa: Proceso de fabricación de brocas para perforación de rocas
Principio crítico de ingeniería: Dado que este proceso de fabricación ya se ha adoptado ampliamente como referencia en la industria, las afirmaciones sobre el proceso por sí solas no bastan para diferenciar la calidad del producto. La diferencia de rendimiento entre fabricantes no viene determinada por el proceso aplicado, sino por el material al que se aplica ese proceso.
Un ciclo de cementación de 20 horas en un sustrato de acero de calidad inferior producirá una profundidad de la caja inferior, una menor tenacidad del núcleo y una vida útil más corta en comparación con el ciclo idéntico aplicado a un cuerpo de 45CrNiMoVa. El proceso libera el potencial del material, no lo sustituye.
Sección 02. Acero del cuerpo de la broca: 45CrNiMoVa frente a 42CrMo, 20CrNi2Mo y 35CrMo
En esta sección se aborda la pregunta que la mayoría de los compradores no se hacen, pero que deberían hacerse: ¿de qué grado de acero está fabricado realmente el cuerpo de la broca y qué significa esto en condiciones de uso?
El panorama competitivo del acero
Tres calidades dominan el segmento medio-alto del mercado de herramientas para martillo en cabeza fuera de las especificaciones de RockHound:
42CrMo - Acero estructural al cromo-molibdeno, tratable térmicamente y muy utilizado. Los fabricantes suelen considerarlo un material “premium” para diferenciarse de los aceros al carbono básicos, sobre todo en las cadenas de suministro de China y Europa del Este. Es un acero de ingeniería legítimo con buenas propiedades mecánicas de uso general, pero presenta limitaciones específicas en el contexto de la perforación a percusión que se examinan en detalle a continuación.
20CrNi2Mo - Acero de cementación de bajo contenido en carbono. Se utiliza habitualmente en la producción básica y de costes optimizados. Su menor contenido de carbono base limita la resistencia del núcleo alcanzable tras la cementación.
35CrMo - Acero al cromo-molibdeno de carbono medio y templabilidad moderada. Adecuado para aplicaciones de perforación de bajo impacto, pero insuficiente para las exigencias de fatiga de las modernas traineras hidráulicas de alta potencia.
Por qué 42CrMo se queda corto en la comparación con 45CrNiMoVa
42CrMo se encuentra con frecuencia como la oferta “premium estándar” en el mercado medio. Para tomar decisiones de compra con conocimiento de causa, es esencial saber exactamente en qué aspectos es inferior al 45CrNiMoVa.
Brecha de composición química
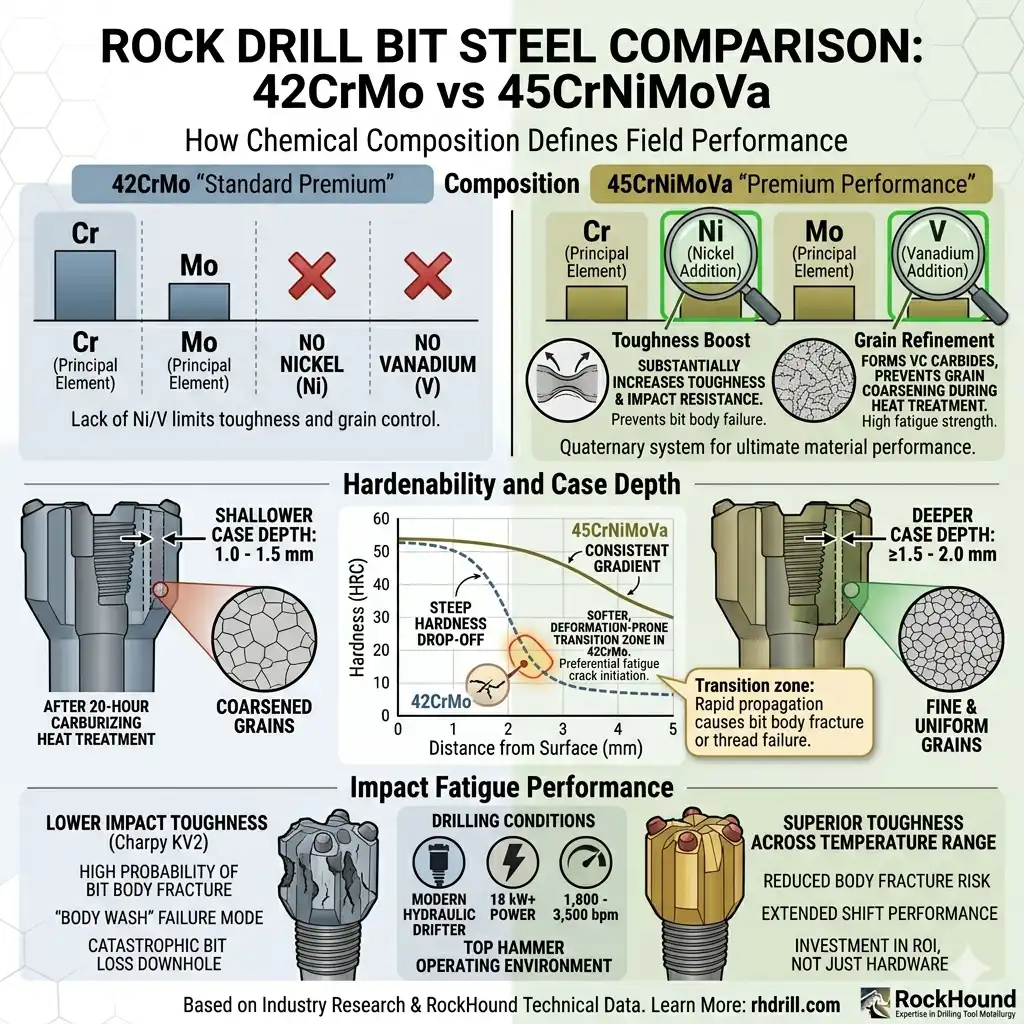
El 42CrMo contiene cromo (Cr) y molibdeno (Mo) como principales elementos de aleación, con un contenido de carbono de aproximadamente 0,38-0,45%. No contiene níquel (Ni) ni vanadio (V).
45CrNiMoVa añade dos elementos críticos ausentes en 42CrMo:
— Níquel (Ni): Aumenta sustancialmente la tenacidad y la resistencia al impacto a baja temperatura. El níquel mejora la capacidad del acero para deformarse plásticamente antes de la fractura, que es precisamente la propiedad necesaria para evitar el fallo catastrófico del cuerpo de la broca bajo cargas de percusión de alta energía. El 42CrMo carece de esta reserva de tenacidad.
— Vanadio (V): Actúa como un potente refinador de grano y formador de carburos. El vanadio se combina con el carbono durante la etapa de austenización para formar carburos de CV finamente dispersos que fijan los límites de grano de la austenita, evitando el engrosamiento del grano durante las elevadas temperaturas del tratamiento térmico de carburación. Este refinamiento microestructural es el factor más importante para conseguir una elevada resistencia a la fatiga. El 42CrMo no tiene un mecanismo equivalente: su estructura de grano se engrosa en ciclos de carburación prolongados, degradando las propiedades de fatiga que el proceso pretende crear.
Endurecimiento y profundidad de la caja
La templabilidad, es decir, la capacidad de conseguir una dureza uniforme en todo el espesor de la sección, depende de la complejidad del sistema de aleación. El sistema cuaternario Cr-Ni-Mo-V de 45CrNiMoVa suprime las transformaciones de fase controladas por difusión más eficazmente que el sistema binario Cr-Mo de 42CrMo. Bajo un ciclo idéntico de carburación de 20 horas:
- 45CrNiMoVa alcanza una profundidad de capa de ≥1,5 a 2,0 mm con un gradiente de dureza constante de la capa al núcleo. - El 42CrMo suele alcanzar una profundidad de capa de 1,0 a 1,5 mm, con una caída de dureza más pronunciada hacia el núcleo, lo que deja una zona de transición más blanda y propensa a la deformación directamente debajo de la superficie de trabajo.
Esta zona de transición es el lugar de inicio preferente de las grietas por fatiga bajo cargas de impacto cíclicas. Cuanto menos profundo y más pronunciado sea el gradiente, más rápidamente podrá propagarse una grieta iniciada en la superficie hacia el núcleo más blando, causando finalmente la fractura del cuerpo de la broca o el fallo de la rosca.
Impacto Fatiga Rendimiento
El 42CrMo se comporta adecuadamente bajo cargas estáticas o dinámicas moderadas, razón por la cual se especifica habitualmente en aplicaciones de ingeniería estructural y utillaje en general. Sin embargo, la perforación por percusión Top Hammer impone un régimen de tensión específico: impacto cíclico de alta frecuencia y gran magnitud a velocidades de 1.800 a 3.500 golpes por minuto en modernas derivadoras hidráulicas que funcionan con una potencia de impacto superior a 18 kW.
Bajo este perfil de carga, la ausencia de níquel en 42CrMo da lugar a una tenacidad al impacto materialmente inferior (valores Charpy KV2) en comparación con 45CrNiMoVa, en particular cuando la temperatura del cuerpo de la broca oscila durante largos turnos de perforación. El 45CrNiMoVa mantiene una tenacidad superior en toda la gama de temperaturas de funcionamiento que se dan en condiciones de campo, reduciendo la probabilidad de fractura del cuerpo y el modo de fallo de “lavado del cuerpo”, en el que la erosión progresiva de una zona fracturada por tensión provoca la pérdida catastrófica de la broca en el fondo del pozo.
Tabla comparativa completa de materiales: 45CrNiMoVa vs. 42CrMo vs. 20CrNi2Mo / 35CrMo
| Parámetro | 45CrNiMoVa (RockHound) | 42CrMo (estándar del mercado medio) | 20CrNi2Mo / 35CrMo (nivel básico) |
|---|---|---|---|
| Contenido de carbono | ~0.45% | ~0,38-0,45% | ~0.20% / ~0.35% |
| Cromo (Cr) | ✔ Presente | ✔ Presente | ✔ Presente |
| Níquel (Ni) | ✔ Presente - Potenciador de la dureza | ✘ Ausente | ✔ (20CrNi2Mo) / ✘ Ausente |
| Molibdeno (Mo) | ✔ Presente | ✔ Presente | ✔ Presente / ✔ Presente |
| Vanadio (V) | ✔ Presente - Refinador de cereales | ✘ Ausente | ✘ Ausente |
| Estructura del grano | Fino - refinado en V, estable a la cementación | Moderado - se vuelve áspero con el calentamiento prolongado | Grueso - control mínimo del grano |
| Profundidad del caso alcanzada (ciclo de 20 horas) | ≥ 1,5 - 2,0 mm | 1,0 - 1,5 mm | 0,8 - 1,2 mm |
| Dureza del núcleo (tratamiento térmico posterior) | 48 - 52 HRC | 42 - 48 HRC | 38 - 45 HRC |
| Gradiente de dureza (caso a caso) | Gradual, uniforme | Caída moderada | Empinada - zona de transición débil |
| Resistencia al impacto (Charpy KV2) | Alta - Sinergia Ni + V | Moderado - sin amortiguador de Ni | Bajo a moderado |
| Resistencia a las grietas por fatiga | Alto - mecanismo de fijación del grano | Moderado - sin pasador de carburo V | Baja - propensa a la nucleación de microfisuras |
| “Riesgo de fracaso de ”Body Wash | Reducción significativa | Riesgo moderado | Riesgo elevado |
| Integridad de la rosca en derivadores de alta potencia | Alta | Moderado | Bajo a moderado |
| Índice de vida útil | Línea de base +20% a +40% | Línea de base | Por debajo de la línea de base |
| Potencia de impacto adecuada | ≥ 18 kW hidráulico - alta potencia | ≤ 15 kW - potencia media | ≤ 10 kW - ligero a medio |
| Coste por metro (CPM) | Inferior: intervalos de mantenimiento más largos | Moderado | Mayor - sustitución frecuente |
Resumen de posicionamiento: dónde es apropiado el 42CrMo y dónde no lo es
El 42CrMo no es un material intrínsecamente inferior. Se trata de un acero correctamente especificado para muchas aplicaciones de ingeniería, como componentes estructurales, ejes de transmisión y utillaje industrial en general, en las que la fatiga cíclica por impacto y la cementación profunda no son los principales impulsores del diseño.
Sin embargo, en el contexto específico de la perforación con martillo en cabeza con derivadores hidráulicos de más de 15 kW de potencia de impacto, que operan en rocas con una resistencia a la compresión uniaxial (UCS) superior a 120 MPa (granito, cuarcita, basalto, chert, caliza silícea), 42CrMo está funcionando fuera de su envolvente de rendimiento óptimo del material. La ausencia de refinamiento del grano de vanadio y la menor reserva de tenacidad impulsada por el níquel no son preocupaciones teóricas, sino que son la causa principal documentada del agrietamiento prematuro por fatiga y de la fractura del cuerpo de la broca en aplicaciones de campo en explotaciones mineras y canteras de todo el mundo.
45CrNiMoVa se desarrolló precisamente para abordar estas limitaciones.
Sección 03. Botones de carburo: YK05 frente a calidades genéricas (YG8 y GY11)
Las plaquitas de carburo de tungsteno - comúnmente denominadas botones o TCI (Tungsten Carbide Inserts) - son los elementos de corte activos responsables de la fragmentación de la roca. Su grado de material rige la velocidad de penetración, el intervalo de reafilado y el modo de fallo dominante en formaciones duras y abrasivas.
YK05: El poder de la pureza del carburo de tungsteno 94%-95%
YK05 no es simplemente un “grado”; es un compuesto de microingeniería diseñado para romper el tradicional equilibrio entre dureza y resistencia. Mientras que los grados genéricos se esfuerzan por equilibrar la resistencia al desgaste y la resistencia al impacto, YK05 maximiza su resistencia al desgaste y su resistencia al impacto. Esqueleto de carburo de tungsteno (WC) con calibración de precisión 94%-95%.
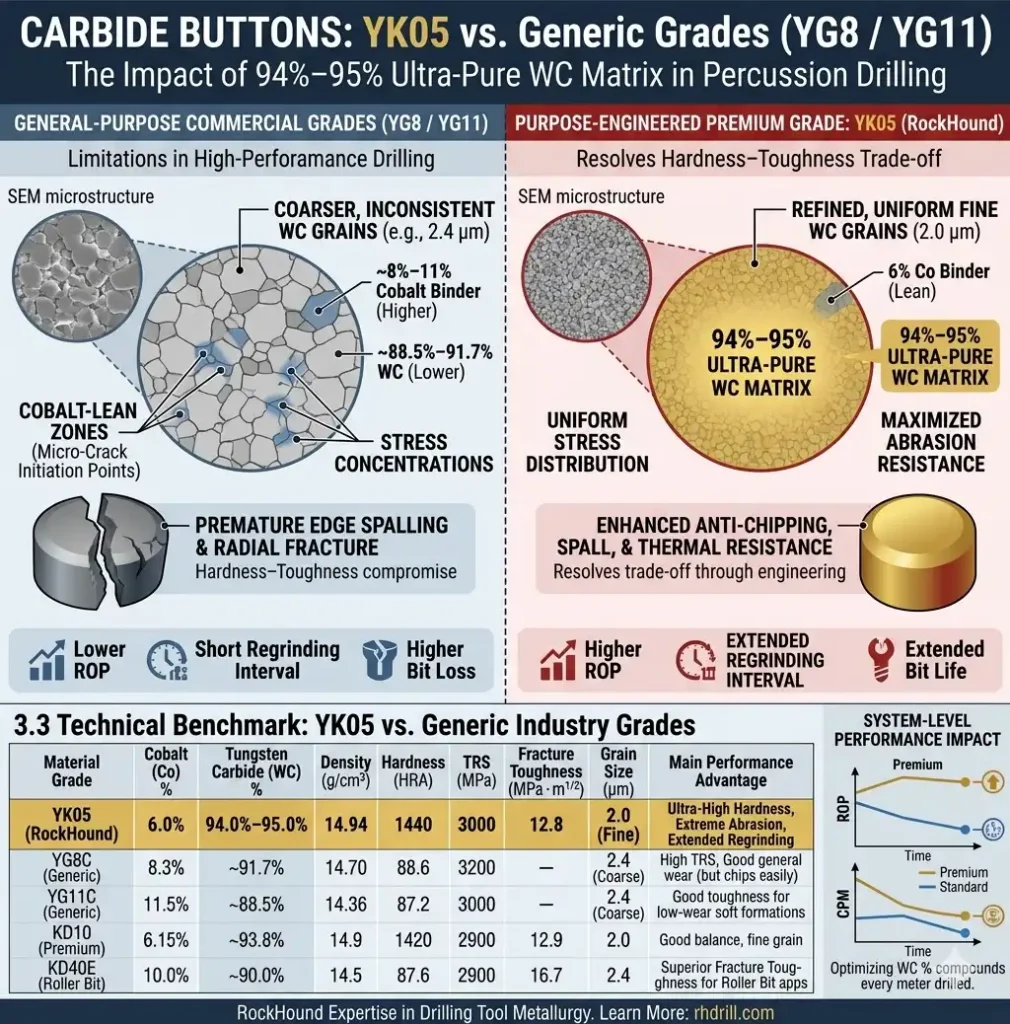
- La matriz 94%+ Ultra-Pure WC: Al optimizar el contenido de aglutinante de cobalto (Co) a un magro 6%, YK05 proporciona una “armadura” increíblemente densa y dura para la fragmentación de la roca. Esta altísima concentración de WC garantiza que la superficie de corte mantenga su perfil afilado en condiciones de abrasión extrema, cuando las calidades genéricas con mayor contenido de cobalto simplemente se “ablandarían” y desgastarían.
- Distribución granulométrica refinada: A pesar de la elevada proporción de WC, el YK05 utiliza una Estructura de grano fino de 2,0 μm. Los granos más pequeños aumentan el área interfacial total WC-Co, distribuyendo la tensión aplicada de forma más uniforme. Esto evita la fragilidad que suele asociarse a los materiales de alta dureza.
- Aglutinante de cobalto de precisión controlada: El cobalto restante de 5,5%-6,0% se procesa para lograr una distribución perfectamente homogénea. De este modo se eliminan las “zonas limpias de cobalto” que se encuentran en la fabricación estándar, que son los principales puntos de fallo donde se inician las microfisuras bajo la percusión de alta frecuencia (1.800-3.500 bpm) de las modernas traineras hidráulicas.
- Estabilidad térmica: La alta densidad del WC proporciona una conductividad térmica superior, resistiendo el agrietamiento inducido por el calor de fricción (fatiga térmica) que se produce durante la perforación a alta velocidad en formaciones secas o abrasivas.
Comparación técnica: YK05 frente a las calidades genéricas del sector
Basándose en pruebas estandarizadas de rendimiento de materiales (Valores Típicos), la siguiente tabla ilustra por qué YK05 es la elección superior para entornos de alta presión y abrasivos en comparación con los grados comerciales estándar como YG8 e YG11.
| Calidad del material | Contenido de cobalto (Co) | Carburo de wolframio (WC) % | Densidad (g/cm³) | Dureza (HRA) | TRS (MPa) | Resistencia a la fractura (MPa-m¹/²) | Tamaño del grano (μm) |
|---|---|---|---|---|---|---|---|
| YK05 (RockHound) | 6.0% | 94,0% - 95,0% | 14.94 | 91.0 | 3000 | 12.8 | 2.0 (Bien) |
| YG8C (Genérico) | 8.3% | ~91.7% | 14.70 | 88.6 | 3200 | — | 2,4 (Grueso) |
| YG11C (Genérico) | 11.5% | ~88.5% | 14.36 | 87.2 | 3000 | — | 2,4 (Grueso) |
| KD10 (Premium) | 6.15% | ~93.8% | 14.91 | 91.4 | 2900 | 12.9 | 2.0 |
| KD40E (broca de rodillo) | 10.0% | ~90.0% | 14.58 | 87.6 | 2900 | 16.7 | 2.4 |
Diferenciadores clave del rendimiento:
Dureza Superioridad: YK05 alcanza una dureza de 1440 HRA, superando significativamente al YG8C (88,6 HRA) y al YG11C (87,2 HRA). Esto se traduce directamente en una intervalo de reafilado.
Densidad maximizada: En 14.94 $g/cm^3$, El YK05 tiene la densidad más alta de su clase, lo que refleja la pureza de su contenido en WC y su resistencia a la deformación estructural.
Resistencia de ingeniería: Mientras que los grados genéricos de alta dureza suelen ser quebradizos, el YK05 mantiene un alto TRS de 3000 MPa y una tenacidad a la fractura de 12.8 $MPa \cdot m^{1/2}$, que proporciona la resistencia necesaria para soportar impactos de más de 18 kW sin astillarse.
Limitaciones de las calidades comerciales genéricas de carburo
Las calidades YG8 e YG11 están formuladas para aplicaciones generales de resistencia al desgaste. Su designación codifica directamente la composición: “Y” = aleación dura, “G” = aglutinante de cobalto (Co), y el número indica el porcentaje en peso de cobalto (8% Co en YG8, 11% Co en YG11). Aunque son funcionales en aplicaciones ligeras o de roca blanda, estas calidades presentan una limitación estructural en entornos de percusión de martillo en cabeza:
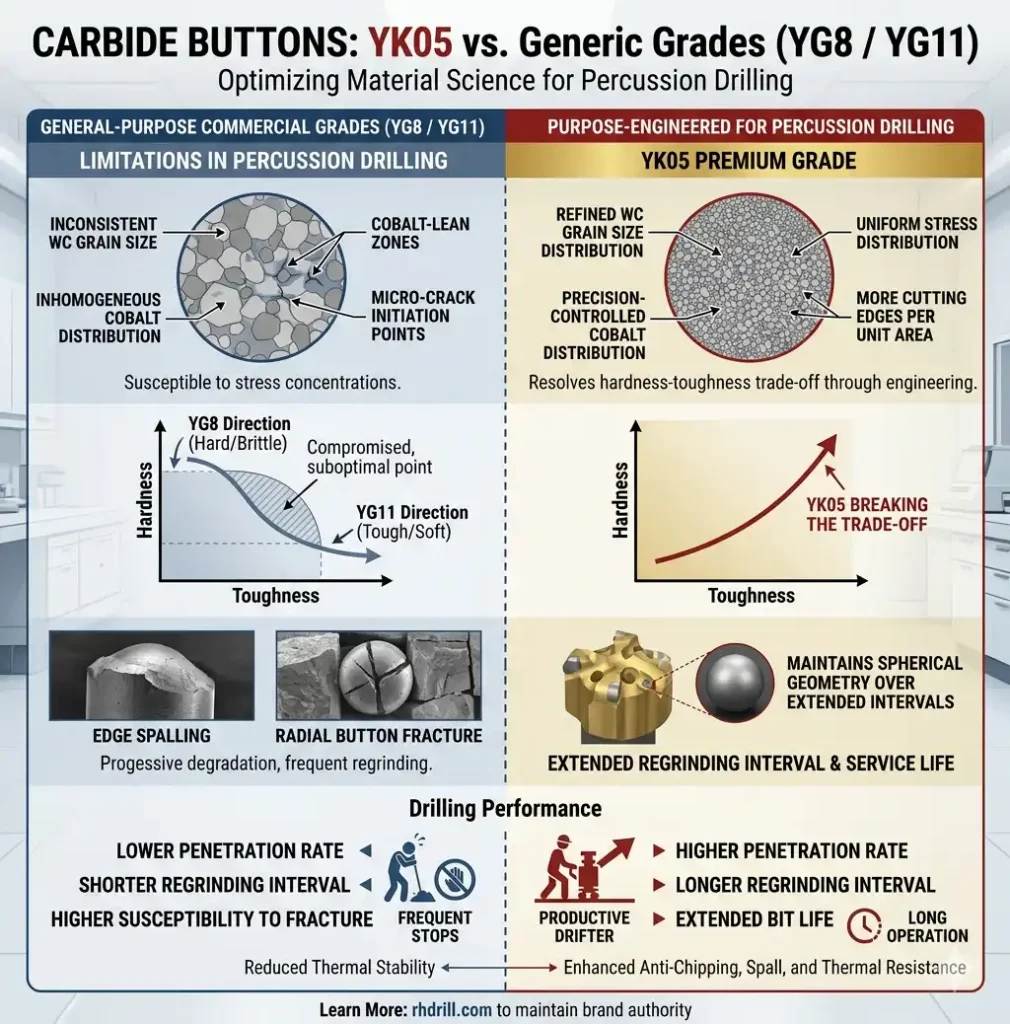
El problema del equilibrio entre dureza y resistencia Aumentar el contenido de cobalto aumenta la tenacidad pero reduce la dureza y la resistencia al desgaste (dirección YG11). Reducir el contenido de cobalto aumenta la dureza y la resistencia al desgaste, pero incrementa la fragilidad y la susceptibilidad al astillado (dirección YG8). Las fórmulas genéricas deben seleccionar un punto de compromiso, y ninguna de las dos posiciones está optimizada para las exigencias simultáneas de resistencia a la abrasión de rocas duras e impactos repetidos de alta energía.
Otras limitaciones son - Distribución granulométrica gruesa o inconsistente del WC, que crea mayores puntos de concentración de tensiones entre los granos y zonas preferentes de iniciación de fracturas - Distribución heterogénea del ligante de cobalto que da lugar a zonas de cobalto-limpio que actúan como puntos de iniciación de microfisuras bajo impacto cíclico - Estabilidad térmica reducida bajo el calor de fricción generado en la interfaz botón-roca en condiciones secas o con poco lavado - Mayor susceptibilidad al desconchamiento de los bordes y a la fractura radial del botón en rocas en bloque, articuladas o duras competentes.
YK05: Diseñado específicamente para perforación a percusión
YK05 es un compuesto de WC-Co de grano fino y calidad superior, formulado específicamente para aplicaciones de perforación con martillo en roca de dureza media a alta. Su filosofía de diseño resuelve, en lugar de comprometer, el equilibrio entre dureza y resistencia mediante ingeniería microestructural:
Distribución granulométrica del WC refinado El YK05 emplea una distribución de WC de grano fino estrechamente controlada. Los granos más pequeños aumentan el área interfacial total WC-Co, distribuyendo la tensión aplicada de forma más uniforme por toda la microestructura. Esto mejora simultáneamente la resistencia a la abrasión (más filos de corte por unidad de superficie) y reduce el tamaño de las concentraciones de tensión intergranular que inician la fractura, sin necesidad de un aumento compensatorio del contenido de cobalto.
Contenido y distribución de aglutinante de cobalto controlados con precisión El contenido de cobalto en YK05 se especifica dentro de una estrecha tolerancia y se procesa para lograr una distribución homogénea de la matriz. De este modo se eliminan las zonas cobalto-limpias habituales en las calidades de carburo procesadas de forma convencional, que son el principal precursor microestructural de la fractura de botones bajo cargas de impacto cíclicas.
Mayor resistencia al desprendimiento y al astillamiento Bajo la percusión repetida de alta energía de las perforadoras hidráulicas que funcionan a una velocidad de 1.800 a 2.500 golpes por minuto, los botones de carburo genéricos desarrollan un desprendimiento progresivo del filo y fracturas radiales durante los primeros metros de penetración en roca competente. La integridad microestructural de YK05 mantiene la geometría esférica del botón y el filo cortante durante intervalos de perforación significativamente prolongados, reduciendo directamente la frecuencia de reafilado y prolongando la vida útil de la broca.
Estabilidad térmica en condiciones de perforación El calor cíclico por fricción en la interfaz botón-roca induce una tensión de gradiente térmico en el carburo. La composición controlada de YK05 resiste la microfisuración por fatiga térmica y la extrusión de cobalto, mecanismos de fallo especialmente frecuentes en la perforación profunda a alta velocidad o en condiciones de lavado insuficiente.
Tabla comparativa de calidades de metal duro
| Parámetro | YK05 (RockHound) | YG8 (Genérico) | YG11 (Genérico) |
|---|---|---|---|
| Contenido de cobalto (Co) | Control de precisión | ~8 wt% | ~11 wt% |
| Granulometría WC | Fino, bien controlado | Más grueso, variable | Más grueso, variable |
| Distribución de cobalto | Homogéneo | Variable - propenso a zonas de escasez | Variable |
| Dureza relativa | Alta | Muy alta | Moderado |
| Resistencia relativa | Alta | Bajo - frágil al impacto | Moderado |
| Rendimiento antidesprendimiento | Alta | Bajo en roca dura/bloque | Moderado |
| Resistencia a la abrasión | Alta | Alta (pero fichas) | Moderado |
| Resistencia a la fatiga térmica | Alta | Moderado | Moderado |
| Intervalo de rectificación | Ampliado | Acortado | Moderado |
| Tipo de formación óptima | De semiduro a duro, abrasivo | Roca blanda a media | Roca blanda a media |
| Riesgo de fractura del botón | Bajo | Alta en formación dura | Moderado |
Sección 04. Rendimiento a nivel de sistema: Impacto cuantificado sobre el terreno
Las mejoras en las especificaciones de los materiales se combinan en cada metro perforado. Cuando los cuerpos de broca 45CrNiMoVa y los botones YK05 se combinan con un ciclo de cementación de 20 horas correctamente ejecutado, se documentan métricas de rendimiento de campo consistentes en aplicaciones de minería, canteras y excavación de túneles:
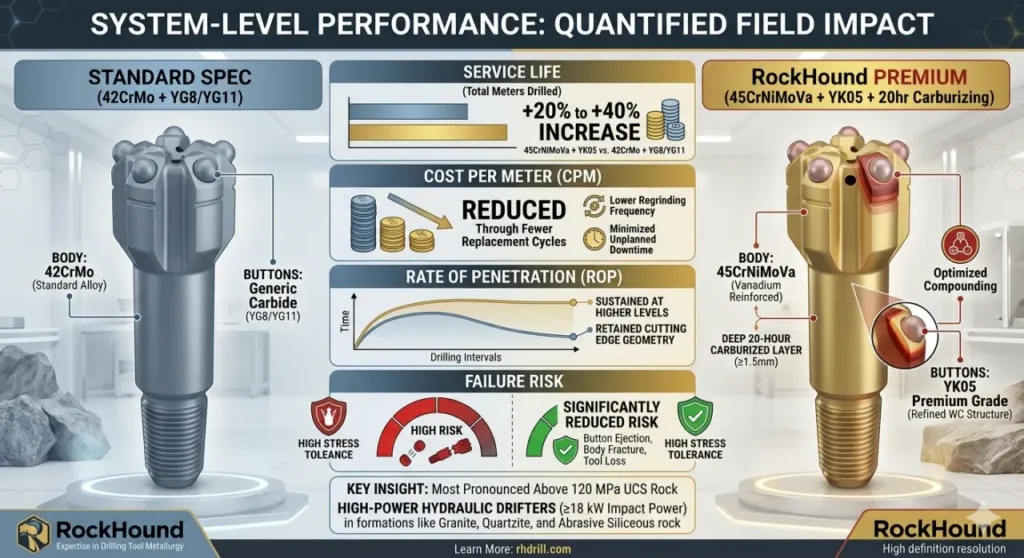
Vida útil: Aumento de +20% a +40% frente a combinaciones de materiales estándar (45CrNiMoVa + YK05 frente a 42CrMo + YG8/YG11)
Coste por metro (CPM): Reducción del número de ciclos de sustitución de brocas, menor frecuencia de reafilado y minimización del tiempo de inactividad imprevisto por fallo catastrófico de la broca.
Índice de penetración (ROP): Se mantiene a niveles más altos durante intervalos de perforación prolongados gracias a la retención de la geometría de vanguardia del YK05.
Riesgo de fracaso: Reducción significativa de la probabilidad de expulsión del botón, fractura del cuerpo de la broca y pérdida de la herramienta de fondo de pozo, lo que resulta especialmente crítico en pozos profundos donde la recuperación de la broca es costosa o imposible.
Los datos de ingeniería de campo de las aplicaciones de perforación hidráulica de alta potencia (≥18 kW de potencia de impacto) en granito, cuarcita y formaciones silíceas abrasivas demuestran sistemáticamente que las brocas especificadas con 45CrNiMoVa + YK05 superan a las equivalentes de 42CrMo + carburo genérico en todos los parámetros clave de productividad y costes. La ventaja de rendimiento es más pronunciada por encima de 120 MPa en roca UCS y en programas continuos de perforación de alta resistencia, donde la acumulación de fatiga es más rápida.
Directrices de aplicación pertinentes: ¿Cuántos tipos de brocas de percusión existen? y Los mejores tipos de brocas para taladro percutor: Diseños de caras y formas de botones
Sección 05. Resumen: La especificación del material es la variable de rendimiento
En todo el mercado de utillaje para Top Hammer, la duración del ciclo de tratamiento térmico y la tecnología de inserción térmica se han convertido en reclamos de marketing estándar. La mayoría de los fabricantes reputados aplican marcos de procesos comparables. La variable que determina el rendimiento real de la broca, la fiabilidad y el coste por metro es a qué se aplican esos procesos.
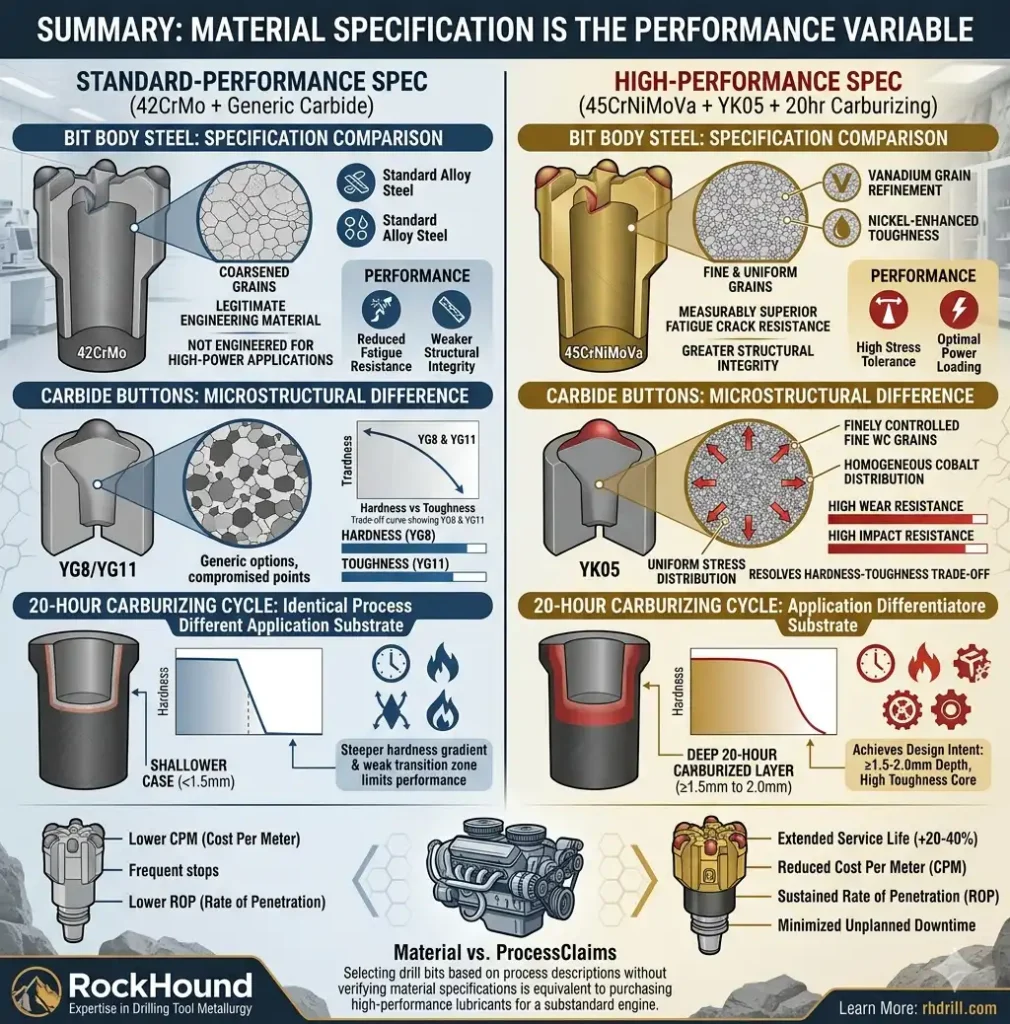
45CrNiMoVa frente a 42CrMo: La presencia del refinamiento del grano de vanadio y la mejora de la tenacidad del níquel en el 45CrNiMoVa proporcionan una resistencia a la fatiga superior, un endurecimiento más profundo y uniforme y una mayor integridad estructural bajo cargas de percusión de alta potencia. El 42CrMo es un material de ingeniería legítimo, pero no está diseñado para esta aplicación a este nivel de potencia.
YK05 frente a YG8/YG11: YK05 resuelve la disyuntiva entre dureza y resistencia mediante ingeniería microestructural, no mediante compromiso. El control fino del grano y la distribución homogénea del cobalto producen un grado de carburo que supera a las opciones genéricas en resistencia al desgaste y al impacto simultáneamente.
El ciclo de carburación de 20 horas: Alcanza su objetivo de diseño - ≥1,5 a 2,0 mm de profundidad de la caja con un núcleo de alta tenacidad- sólo cuando se aplica a un sustrato de 45CrNiMoVa. El mismo ciclo aplicado a 42CrMo o grados inferiores produce una caja menos profunda, un gradiente de dureza más pronunciado y una zona de transición más débil que limita el rendimiento en campo, independientemente de las afirmaciones de conformidad del proceso.
Seleccionar brocas basándose en descripciones del proceso sin verificar las especificaciones del material equivale a comprar lubricantes de alto rendimiento para un motor de calidad inferior. El rendimiento está proporcionalmente limitado por el material más débil del sistema.
Seleccionar brocas basándose únicamente en el “tratamiento térmico de 20 horas” o en el “diseño de la cara” equivale a juzgar un motor sólo por su pintura. La verdadera variable de rendimiento es el Especificación del material.
Utilizando 45CrNiMoVa para el cuerpo de la broca y YK05 (94%+ WC) para los botones, las herramientas RockHound ofrecen un impacto cuantificado sobre el terreno:
Vida útil: Aumento de 20% a 40% en comparación con las combinaciones 42CrMo + YG8/YG11.
Coste por metro (CPM): Reducción del número de ciclos de sustitución de brocas y minimización del tiempo de inactividad.
Riesgo de fracaso: Probabilidad significativamente menor de “expulsión del botón” o “fractura radial”, incluso en formaciones que superan los 120 MPa de UCS.
PREGUNTAS FRECUENTES
Los cuerpos de broca de alto rendimiento Top Hammer se fabrican con Acero aleado 45CrNiMoVa - una aleación de cromo-níquel-molibdeno-vanadio de alta resistencia y contenido medio de carbono, seleccionada específicamente por su combinación de resistencia a la fatiga, endurecimiento profundo y tenacidad al impacto. La adición de vanadio (V) refina la estructura del grano durante el tratamiento térmico, mientras que el níquel (Ni) mejora la tenacidad bajo cargas cíclicas de percusión. Las brocas de nivel básico y de coste optimizado suelen utilizar 42CrMo, 20CrNi2Mo o 35CrMo como aceros alternativos para el cuerpo, pero estas calidades carecen del refinamiento del grano de vanadio y de la reserva de tenacidad de níquel necesarios para un rendimiento fiable en roca dura con derivadores hidráulicos de alta potencia por encima de 15 kW de potencia de impacto.
Ambos son aceros aleados termotratables utilizados en la producción de brocas para roca, pero difieren significativamente en la composición de aleación y las propiedades mecánicas resultantes:
— Vanadio (V): Presente en 45CrNiMoVa, ausente en 42CrMo. El vanadio refina el tamaño del grano de austenita durante el tratamiento térmico de carburación mediante la formación de carburos VC que fijan los límites del grano. Este refinamiento del grano aumenta la resistencia a la fatiga y la resistencia a la propagación de grietas, propiedades que el 42CrMo no puede reproducir únicamente mediante la modificación del proceso.
— Níquel (Ni): Presente en 45CrNiMoVa, ausente en 42CrMo. El níquel mejora significativamente la tenacidad al impacto, reduciendo el riesgo de fractura frágil bajo la tensión de impacto de alta frecuencia de la perforación por percusión. El 42CrMo presenta valores de impacto Charpy más bajos, por lo que es más susceptible a la fisuración por fatiga en aplicaciones pesadas.
— Profundidad de la caja bajo carburación idéntica de 20 horas: 45CrNiMoVa alcanza ≥1,5-2,0 mm. El 42CrMo suele alcanzar 1,0-1,5 mm, con una caída de dureza más pronunciada que crea una zona de transición vulnerable a la fatiga por debajo de la superficie de trabajo.
Para aplicaciones de perforación con perforadoras hidráulicas de más de 15 kW en rocas de más de 120 MPa UCS, la especificación preferida es 45CrNiMoVa. 42CrMo es más adecuado para aplicaciones de potencia media en formaciones más blandas.
Los botones de broca Top Hammer (insertos de carburo de tungsteno / TCI) se fabrican a partir de compuestos WC-Co (carburo de tungsteno - aglutinante de cobalto). El grado específico determina el rendimiento en roca dura. Las brocas de calidad superior utilizan YK05 - una calidad de carburo de grano fino y precisión controlada por cobalto, diseñada para la perforación a percusión de rocas de dureza media a alta. Consigue un equilibrio optimizado entre resistencia a la abrasión y tenacidad al impacto que las calidades genéricas como YG8 e YG11 no pueden igualar, ya que la microestructura de YK05 resuelve la disyuntiva entre dureza y tenacidad mediante una refinada ingeniería del grano en lugar de comprometer ambas propiedades.
YK05 supera a YG8 en la perforación Top Hammer en roca dura por dos razones metalúrgicas principales:
Primero, control del tamaño del grano: YK05 utiliza una estructura de grano de WC más fino y mejor distribuido. Los granos más pequeños aumentan el área interfacial WC-Co, distribuyendo la tensión de impacto más uniformemente y reduciendo el tamaño de los puntos de iniciación de fracturas intergranulares. El YG8, con su estructura de grano más grueso, presenta mayores zonas de concentración de tensiones que aceleran la iniciación de grietas en caso de impacto por percusión.
Segundo, homogeneidad del aglutinante de cobalto: La distribución de cobalto del YK05 se controla con precisión para que sea uniforme en toda la matriz. El YG8 suele contener zonas limpias de cobalto -áreas localizadas de contenido reducido de ligante- que funcionan como lugares preferentes de iniciación de fracturas bajo carga cíclica. Esta es la razón principal por la que los botones YG8 se astillan y desprenden en formaciones competentes de roca dura, mientras que YK05 mantiene su geometría esférica y la integridad del filo de corte.
El resultado práctico: Los botones YK05 requieren un reafilado menos frecuente, mantienen mayores velocidades de penetración durante intervalos más largos y reducen significativamente el riesgo de fractura o expulsión del botón que puede causar la pérdida de la herramienta de fondo de pozo.
La carburación es un proceso termoquímico de endurecimiento superficial que se aplica a los cuerpos de las brocas de acero aleado. La broca se calienta a la temperatura de austenización (normalmente 900-950°C) en una atmósfera rica en carbono, lo que permite que los átomos de carbono se difundan en la superficie del acero y formen una capa martensítica de alto contenido en carbono al enfriarse. Esta capa proporciona una gran dureza superficial (resistencia al desgaste) sobre un núcleo resistente y dúctil que absorbe la energía del impacto por percusión.
En la fabricación de brocas Top Hammer, RockHound aplica un Ciclo de carburación profunda de 20 horas - significativamente más largo que los estándares mínimos de la industria - para lograr una profundidad de caja de ≥1,5 a 2,0 mm en cuerpos de acero 45CrNiMoVa. Esta capa más profunda proporciona una mayor protección contra el desgaste abrasivo y amplía el período antes de que la superficie del cuerpo de la broca se vea comprometida. El mismo proceso aplicado a aceros de calidad inferior, como 42CrMo o 20CrNi2Mo, consigue profundidades de caja menores (0,8-1,5 mm) debido a la menor templabilidad del acero base, lo que limita la vida útil efectiva independientemente de la duración del ciclo. Detalles técnicos completos: Tratamiento térmico de 20 horas en herramientas de perforación de rocas
El coste por metro (CPM) en la perforación con martillo en cabeza es una función del coste unitario de la broca dividido por el total de metros perforados por broca, más el tiempo de inactividad y los costes de reafilado. Las brocas de material superior (cuerpo de 45CrNiMoVa + carburo YK05) tienen un precio unitario más elevado que sus equivalentes de material estándar, pero los datos de rendimiento en campo demuestran sistemáticamente una vida útil 20-40% más larga por broca. Esta mayor vida útil reduce directamente el número de cambios de broca por proyecto, lo que disminuye tanto el coste de consumo de la herramienta como el tiempo no productivo (NPT) asociado a la recuperación y sustitución de la broca.
Además, el intervalo de reafilado ampliado de YK05 reduce la frecuencia y el coste total de las operaciones de reavivado de botones. El efecto combinado de menos sustituciones, menos reafilados y mayores índices de penetración sostenida produce sistemáticamente un CPM inferior con las brocas de primera calidad en comparación con las alternativas de menor coste, lo que convierte la calidad del material en una estrategia de reducción de costes, no en un coste añadido.
Para derivadores hidráulicos con una potencia de impacto superior a 15 kW, incluidos los modernos equipos Epiroc, Sandvik y equivalentes. 45CrNiMoVa es la especificación de acero recomendada para el cuerpo de la broca. Su refinamiento de grano de vanadio, su tenacidad mejorada por el níquel y su perfil de endurecimiento profundo son especialmente adecuados para las cargas de impacto cíclicas de alta frecuencia y magnitud generadas por estas traineras. El 42CrMo es una especificación viable para derivadores de potencia media (10-15 kW) en rocas de hasta aproximadamente 120 MPa UCS. Por debajo de 10 kW en formaciones más blandas, 20CrNi2Mo o 35CrMo pueden ser suficientes. La falta de correspondencia entre el grado de acero y la clase de potencia de la sonda es uno de los errores de especificación de equipos más comunes -y más costosos- en la gestión de flotas de perforación.
"El "lavado del cuerpo" es un modo de fallo por erosión progresiva en el que una zona fracturada por tensión en el cuerpo de la broca es erosionada y lavada gradualmente por el fluido de perforación y los restos de roca, lo que finalmente provoca un fallo estructural catastrófico del cuerpo de la broca en el fondo del pozo. Se inicia por el agrietamiento por fatiga en el cuerpo de acero, que suele originarse en la zona de transición de la caja al núcleo poco profunda en acero insuficientemente aleado o poco carburado.
La prevención se basa en dos factores: (1) utilizar una calidad de acero con suficiente templabilidad y refinamiento de grano - como 45CrNiMoVa - para conseguir un gradiente de dureza profundo y gradual que resista la iniciación de grietas por fatiga; y (2) conseguir una profundidad de caja adecuada (≥1,5 mm) mediante un proceso de cementación de ciclo completo. Las brocas fabricadas con aceros 42CrMo, 20CrNi2Mo o aceros al carbono estándar con poca profundidad de caja son mucho más susceptibles al fallo por lavado del cuerpo, especialmente cuando se utilizan con perforadoras hidráulicas de alta potencia o en formaciones abrasivas.