Proceso de la barra de perforación cónica: Del acero bruto al producto acabado
Cónico barras de perforación desempeñan un papel fundamental en las operaciones de perforación de rocas, como la minería, las canteras, la excavación de túneles y la construcción. Su rendimiento afecta directamente a la eficacia de la perforación, la vida útil de las herramientas y los costes de explotación.
En este artículo, RockHound explicará la proceso completo de fabricación de barras de perforación cónicas, centrándose en la selección de materiales, la precisión del mecanizado y la tecnología del tratamiento térmico.
Especificaciones y materiales de las barras de perforación cónicas
Antes de iniciar el mecanizado, deben seleccionarse las especificaciones y calidades de acero correctas para cumplir los requisitos de perforación.
Especificaciones comunes
Longitud de la varilla: 0,3 - 13 metros
Calidades de acero utilizadas
- ZK55SiMnMo-Acero aleado para barras de perforación estándar
- Acero aleado ZK22CrNi3Mo-Carburación para prolongar la vida útil
Estos materiales ofrecen un equilibrio óptimo entre fuerza,tenacidad,y resistencia al desgaste.
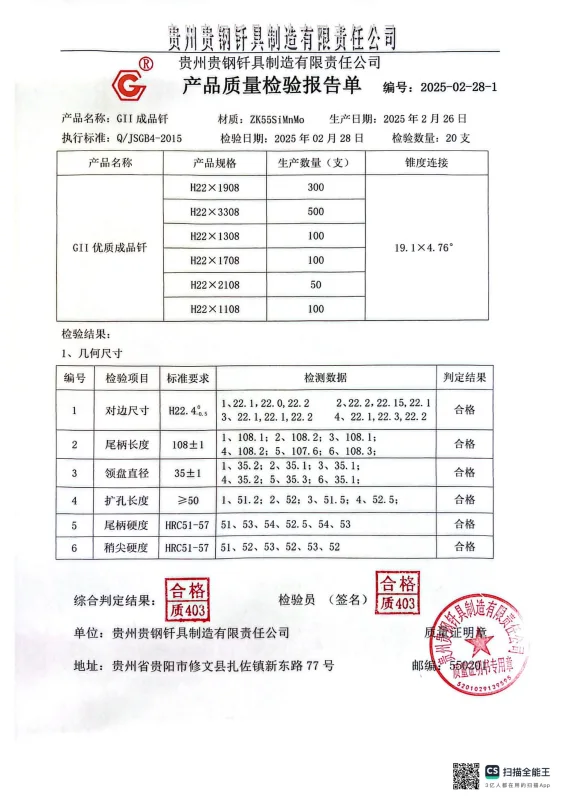
| Nombre del producto | Material | Especificación (mm) | Longitud (mm) | Características/Tipo de mango |
|---|---|---|---|---|
| Barra de perforación carburada | ZK22CrNi3Mo | H22 | 1328 | 108 Extremo del vástago |
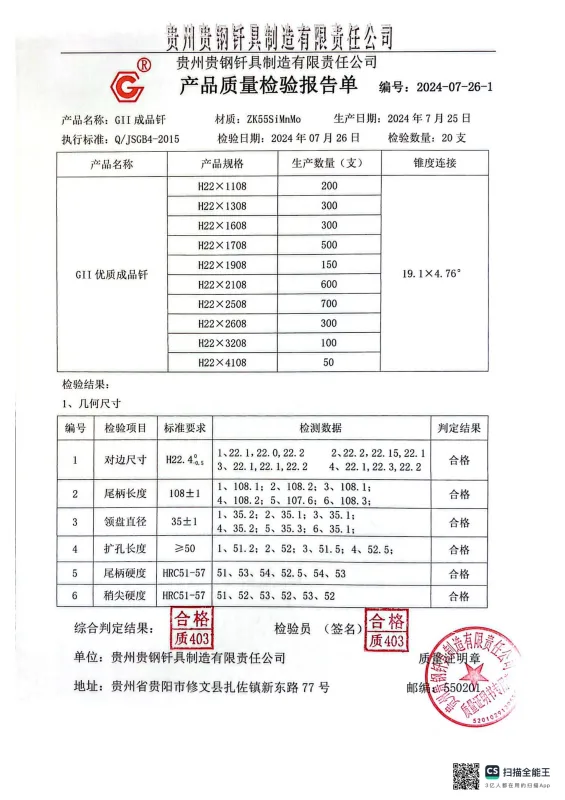
Certificación de barras de perforación de alta calidad GIII

Proceso de fabricación de barras de perforación cónicas paso a paso
Etapa1. Corte de la materia prima
Las barras de acero se cortan a la longitud necesaria según las especificaciones del cliente.
La gama de corte abarca varillas cortas (0,3 m) a barras de perforación largas de hasta 13 m, lo que garantiza la flexibilidad para diferentes aplicaciones de perforación.

Paso 2. Mecanizado del extremo del vástago

El extremo del vástago está mecanizado para garantizar un ajuste preciso y una transmisión fiable de la energía:
Ampliación y perforación del orificio de descarga
Biselado para bordes lisos
Corregir la perfil hexagonal
Mecanizado del cuello (hombro)
Ventaja: La precisión en esta fase es esencial para la estabilidad del impacto durante la perforación.


Paso 3. Mecanizado de extremos cónicos
| Ángulo del cono | Diámetro del extremo pequeño (mm) | Tolerancia (mm) | Ángulo del cono | Diámetro del extremo pequeño (mm) | Tolerancia (mm) |
|---|---|---|---|---|---|
| 12° | Φ 14.9 | 0 / -0.2 | 7° | Φ 18 | 0 / -0.2 |
| Φ 15.5 | Φ 19 | ||||
| Φ 16 | Φ 20 | ||||
| Φ 16.5 | Φ 21.5 | ||||
| Φ 17.9 | Φ 22 | ||||
| Φ 14.9 | 6° | Φ 18 | |||
| 11° | Φ 17 | 4.76° (4°46′) | Φ 22 / Φ 25 | 0 / -0.2 | |
| Φ 17.5 | - | - | - | ||
| Φ 17.9 | - | - | - | ||
| - | - | - | - |

El extremo cónico se procesa mediante un método de mecanizado CNC en el que la máquina gira mientras la varilla permanece inmóvil.
Esta técnica ofrece varias ventajas:
Ángulo de conicidad constante
Concentricidad mejorada
Reducción de la deformación del vástago
Calidad general estable
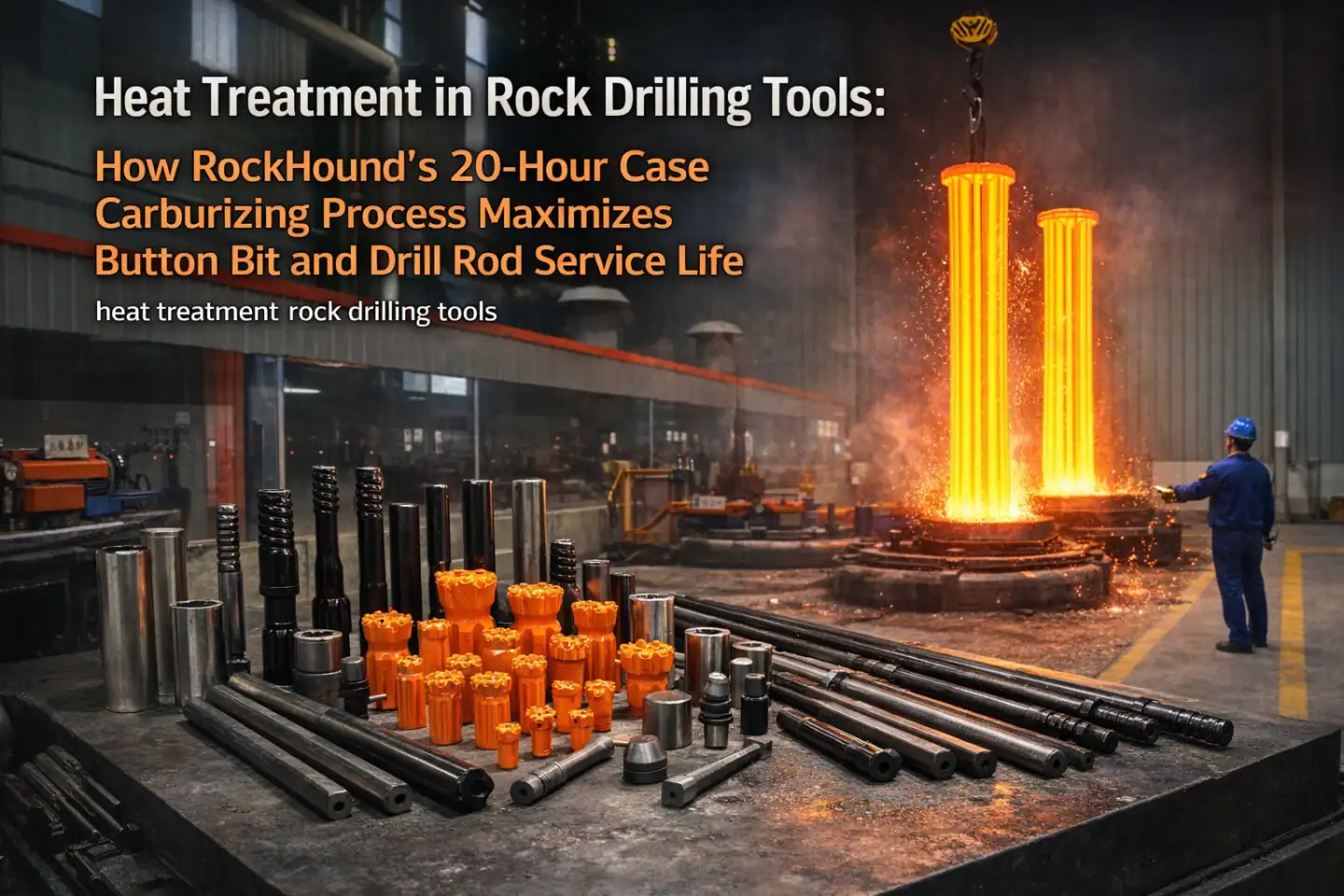
Paso 4. Tecnología de tratamiento térmico
El tratamiento térmico es un proceso clave que determina la vida útil de las barras de perforación cónicas. Se aplican distintos métodos en función del grado de acero.
Barra de perforación de acero aleado (ZK55SiMnMo)
Se calienta el extremo del vástago y se forma el cuello
Tratamiento térmico general garantiza una dureza uniforme en el mango y el cuerpo de la varilla
Tratamiento térmico localizado (temple y revenido) se aplica a:
Extremo del vástago
Extremo ligeramente cónico
Este tratamiento térmico en dos fases mejora la resistencia a los impactos y el desgaste en las zonas sometidas a grandes esfuerzos.
Barra de perforación carburada (ZK22CrNi3Mo)
Se calienta el extremo del vástago y se mecaniza el cuello
Proceso de carburación:
Horno de cementación: 13-14 horas
Horno de templado: 13-14 horas
La carburación forma una capa superficial dura al tiempo que mantiene un núcleo interior resistente, lo que hace que la varilla de perforación sea adecuada para condiciones de perforación pesadas.
Lectura relacionada: Barra de perforación cónica H22 vs H25: ¿Cómo elegir?
Comparación con fabricantes comunes
Otros fabricantes suelen completar el proceso de carburación en 10 horas, mientras que nosotros empleamos un ciclo de carburación de 20 horas estrictamente controlado para garantizar la estabilidad de la estructura molecular.
Esto permite una profundidad efectiva de la capa carburada de 0,6 mm a 1,2 mm, lo que permite al electrodo de soldadura soportar millones de impactos sin romperse.
| Especificaciones técnicas | Proceso industrial estándar (8-13h) | Proceso de 20 horas RHdrill Premium | Ventajas de rendimiento y valor añadido |
|---|---|---|---|
| Profundidad efectiva de la caja | 1,0 mm - 1,5 mm | 2,0mm - 3,0mm+ | El doble de profundidad amplía significativamente el límite de resistencia al desgaste. |
| Transición del gradiente de carbono | Pendiente pronunciada; propensa al pelado/delaminación. | Gradiente suave; alta fuerza de adherencia. | Elimina los cambios bruscos de tensión entre la capa frágil y el núcleo dúctil; antidesgarro superior. |
| Microestructura del núcleo | Transformación incompleta; dureza media. | Estructura de grano refinado; alta resistencia y tenacidad. | Mantiene una elevada dureza al tiempo que ofrece una excepcional resistencia a la fatiga por impacto. |
| Resistencia a la fatiga del diámetro interior | Propenso a microfisuras bajo alta presión. | Distribución optimizada de la tensión interna. | Reduce drásticamente el riesgo de propagación de fracturas desde el orificio interior a la superficie exterior. |
| Vida útil prevista | 100% (base industrial) | 40% - 60% Aumento | Rendimiento demostrado en formaciones rocosas ultraduras y condiciones geológicas complejas. |
| Costes de fabricación e insumos | Menor coste energético y de tiempo. | Inversión elevada (electricidad, gas, tiempo) | Conclusión: Sacrificamos el beneficio a corto plazo para garantizar la máxima fiabilidad y el menor coste por metro. |
Paso 5. Tratamiento de la superficie mediante granallado
El granallado elimina las incrustaciones de óxido, las rebabas superficiales y las impurezas residuales.
Este proceso mejora la limpieza de la superficie y prepara la barra de perforación para el posterior tratamiento anticorrosión.
Paso 6. Revestimiento anticorrosión
Se aplica un revestimiento de pintura negra para proteger la barra de perforación de la oxidación y la corrosión durante el almacenamiento y el transporte.
Paso 7. Embalaje y marcado
Embalaje estándar para exportación: haces de acero o marcos de acero
Embalaje en caja de madera disponible previa solicitud (coste adicional)
A medida marcado o estampado servicios disponibles



Por qué es importante el proceso de fabricación de las barras de perforación cónicas

Un proceso de producción bien controlado garantiza:
Rendimiento de perforación estable
Mayor vida útil
Reducción de la rotura de varillas
Menor coste total de perforación
Desde la selección del material hasta el embalaje final, cada paso influye directamente en la fiabilidad de las barras de perforación cónicas en entornos de perforación reales.
Certificación:Tapter Rod-Quality Inspection
Conclusión
Comprender el proceso de fabricación de las barras de perforación cónicas ayuda a los contratistas y distribuidores de perforación a elegir los productos adecuados para sus aplicaciones.
Los materiales de alta calidad, el mecanizado preciso y el tratamiento térmico optimizado son la base de unas herramientas de perforación de rocas fiables.
Producción conexa
Barra de perforación H19
Barra de perforación H22
Barra de perforación H25
Preguntas frecuentes sobre la barra de perforación cónica
Una barra de perforación cónica es una herramienta de perforación de rocas que se utiliza para transmitir la energía de impacto de la perforadora de rocas a la broca. El extremo cónico garantiza una conexión segura con la broca, lo que la hace adecuada para la perforación en minería, canteras y construcción.
La principal diferencia radica en la tamaño del vástago y capacidad de impacto.
H22 Las barras de perforación cónicas se utilizan habitualmente para aplicaciones de perforación ligeras y medias.
H25 Las barras de perforación cónicas están diseñadas para trabajos de perforación más pesados y pueden soportar una mayor energía de impacto.
Los materiales más comunes son:
Acero aleado ZK55SiMnMo, que ofrece una buena resistencia y tenacidad
Acero de cementación ZK22CrNi3Mo, que proporciona una capa superficial dura y un núcleo resistente para prolongar la vida útil
La selección del material depende de las condiciones de perforación y de los requisitos de rentabilidad.
El tratamiento térmico afecta directamente a la dureza, tenacidad y resistencia al desgaste de la varilla de perforación. Un tratamiento térmico adecuado reduce la rotura de la varilla, mejora la eficacia de la perforación y prolonga considerablemente la vida útil.
Barras de perforación de acero aleado están tratadas térmicamente para conseguir una dureza uniforme y son adecuadas para condiciones generales de taladrado.
Barras de perforación carburizadas tienen una superficie endurecida con un núcleo interior resistente, lo que las hace ideales para formaciones rocosas exigentes y abrasivas.
La vida útil depende de la dureza de la roca, los parámetros de perforación y el mantenimiento. Sin embargo, las barras fabricadas con materiales de alta calidad, un mecanizado preciso y un tratamiento térmico adecuado suelen ofrecer mayor vida útil y menor coste de explotación.
El embalaje estándar para exportación incluye haces de acero o marcos de acero. Embalaje en cajas de madera y servicios de marcado personalizados disponibles previa solicitud.