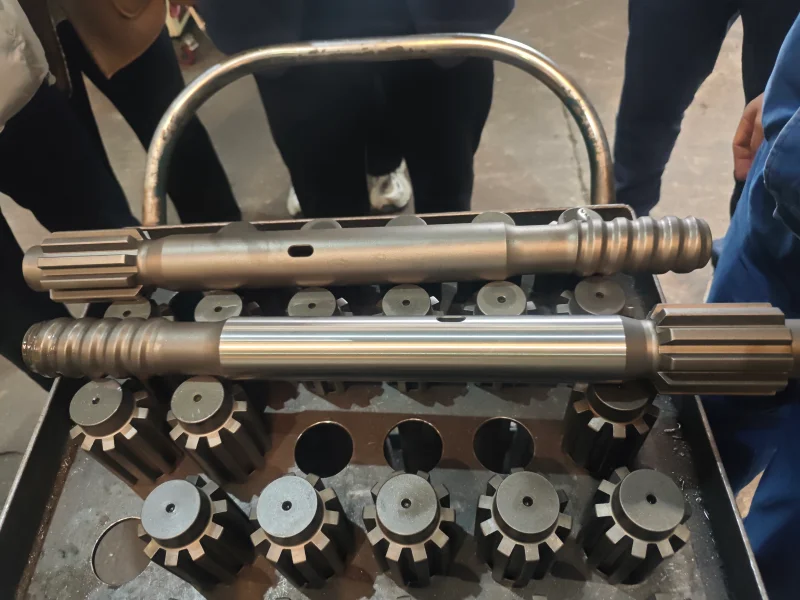
Qué es el adaptador de vástago de taladro de roca?
En adapte el vástagor es un componente de transmisión crítico en los sistemas de perforación de rocas, que conecta la perforadora de rocas a la broca. Soporta directamente impactos de alta frecuencia, torsión y cargas de fatiga. La calidad de su proceso de fabricación determina directamente la vida útil del producto, la eficiencia de la transferencia de energía y la estabilidad de todo el sistema de perforación.
¿Qué hace que un adaptador de vástago sea de alta calidad?
En RockHound, utilizamos Acero aleado ZK22CrNi3Mo y un riguroso proceso de fabricación en 9 pasos para garantizar la máxima resistencia a la fatiga y vida útil.
RockHound presentará el proceso de producción completo de los adaptadores de espiga para perforación de rocas, desde la selección de la materia prima hasta el embalaje final, lo que ayudará a los clientes a comprender mejor cómo se fabrican los adaptadores de espiga de alta calidad.
Etapa 1. Selección de la materia prima
Calidad del material: ZK22CrNi3Mo

ZK22CrNi3Mo es un acero estructural aleado con bajo contenido en carbono desarrollado específicamente para herramientas de perforación de rocas, que posee las siguientes ventajas:
- Excelente templabilidad
- Gran resistencia a los impactos
- Resistencia superior a la fatiga
- Rendimiento de cementación estable
Este material se utiliza ampliamente en herramientas de perforación de rocas de alto impacto, como adaptadores de vástago, barras de perforación y manguitos de acoplamiento.
Paso 2. Corte y preparación de la pieza en bruto
El proceso de mecanizado de RockHound es el punto de encuentro entre la integridad estructural y la precisión. Mantenemos una estricta tolerancia de dentro de 0,05 mm.
Corte y conformación: Las barras en bruto se cortan con precisión a las longitudes especificadas y se tornean con máquinas CNC avanzadas.
Experiencia en agujeros de lavado: Perforamos agujeros concéntricos y orificios de descarga laterales. A diferencia de los diseños estándar, nuestros canales de agua internos están estratégicamente diseñados para optimizar el flujo sin comprometer la pared estructural del vástago.
Estrías biseladas (borde competitivo RHdrill): Mientras que muchos fabricantes dejan las estrías con ángulos rectos agudos, nosotros aplicamos un proceso de biselado especializado. Esto reduce la concentración de tensiones y evita el astillado prematuro del mandril de rotación de la perforadora de roca.
Aunque este proceso es sencillo, es crucial para la consistencia dimensional y el control de la tensión interna del material.


Paso 3. Mecanizado CNC avanzado de 0,02 mm
El mecanizado es el proceso central que determina la precisión geométrica y el rendimiento de la broca.
Los principales procesos de mecanizado incluyen:
3.1 Giro exterior
Torneado de precisión del diámetro exterior del cuerpo del vástago
Garantizar la concentricidad y la rectitud
3.2 Mecanizado del agujero central
Taladrado de agujeros concéntricos de alta precisión
Garantizar una transferencia de energía estable y evitar el impacto excéntrico


3.3 Mecanizado de orificios de lavado
Orificios laterales para el agua
A través del agujero de agua
La longitud del orificio de agua pasante es mayor que la de los orificios de agua laterales, pero no se extiende hasta el final, lo que garantiza una refrigeración y una eliminación de escorias eficaces.
3.4 Mecanizado de estrías
Conformado de estrías de alta precisión
Todas las estrías están biseladas
Reduce eficazmente la concentración de tensiones
Prolonga la vida útil
En comparación con algunos productos que utilizan estrías en ángulo recto, el diseño achaflanado mejora significativamente la resistencia a los impactos.
3.5 Acabado de la cara final
La precisión total de mecanizado de la broca se controla dentro de ±0,05 mm.
Garantiza una cooperación estable con la perforadora de rocas y ninguna vibración anormal.
Paso 4. Tratamiento térmico de carburación
El extremo del vástago utiliza los mismos principios del proceso de cementación que las barras de perforación de rocas:
Alta dureza superficial (resistencia al desgaste)
El núcleo mantiene la tenacidad (Resistencia al impacto)
Ventajas de rendimiento tras la cementación:
- Excelente resistencia al desgaste
- Gran resistencia a la fatiga y a los impactos
- Vida útil considerablemente más larga
Se trata de un proceso crucial indispensable para los adaptadores de vástago de alta gama.

20 horas de carburación profunda
En el mundo de la perforación de rocas, “tiempo en el horno” equivale a “vida en el agujero”. Mientras que la media del sector para el tratamiento térmico es de sólo 8 a 12 horas, nuestras barras premium se someten a un riguroso ciclo de carburación profunda de 20 horas.
Este proceso ampliado no es sólo cuestión de tiempo extra, sino de química de precisión. Al duplicar la duración del tratamiento, conseguimos:
Dureza de la caja más profunda: Una capa carburada significativamente más gruesa que resiste las formaciones rocosas más abrasivas.
Gradiente de carbono optimizado: Una transición más suave de la dura capa exterior al núcleo resistente y dúctil. De este modo se evita el “chasquido frágil” habitual en las varillas tratadas a bajo precio.
Resistencia máxima a la fatiga: Nuestro ciclo de 20 horas permite un alivio superior del estrés y la estabilización molecular, reduciendo drásticamente su “Coste por metro” (CPM).
El resultado final: Invertimos más en electricidad, gas y tiempo para que usted gaste menos en sustituciones y tiempos de inactividad.
Comparación con fabricantes comunes
Otros fabricantes suelen completar el proceso de carburación en 10 horas, mientras que nosotros empleamos un ciclo de carburación de 20 horas estrictamente controlado para garantizar la estabilidad de la estructura molecular. Esto permite una profundidad efectiva de la capa carburada de 0,6 mm a 1,2 mm, lo que permite al electrodo de soldadura soportar millones de impactos sin romperse.
| Especificaciones técnicas | Proceso industrial estándar (8-13h) | Proceso de 20 horas RHdrill Premium | Ventajas de rendimiento y valor añadido |
|---|---|---|---|
| Profundidad efectiva de la caja | 1,0 mm - 1,5 mm | 2,0mm - 3,0mm+ | La profundidad doble o mayor de la caja aumenta significativamente la resistencia al desgaste y la vida útil en condiciones de perforación de rocas abrasivas. |
| Transición del gradiente de carbono | Pendiente pronunciada; propensa al pelado/delaminación por impacto. | Gradiente suave; alta fuerza de adherencia | Elimina los aumentos bruscos de tensión entre la carcasa endurecida y el núcleo resistente → resistencia superior al astillado, desconchado y delaminación. |
| Microestructura del núcleo | Transformación incompleta; dureza media. | Estructura de grano refinado; alta resistencia y tenacidad | Equilibra una extrema dureza superficial con una excelente resistencia a la fatiga por impacto y ductilidad en entornos geológicos exigentes. |
| Resistencia a la fatiga del diámetro interior | Propenso a microfisuras bajo altas presiones cíclicas. | Distribución optimizada de la tensión interna | Reduce en gran medida la iniciación y propagación de grietas desde el orificio hasta la superficie exterior, mejorando la fiabilidad en aplicaciones de lavado a alta presión. |
| Vida útil prevista | 100% (base industrial) | 40% - 60% Aumento | Rendimiento prolongado demostrado en formaciones rocosas ultraduras, geología compleja y perforación de alta abrasión → menor coste por metro perforado. |
| Costes de fabricación e insumos | Menor consumo de energía, gas y tiempo. | Alta inversión (electricidad, gas, tiempo prolongado) | Conclusión: El tratamiento térmico/de carburación de ciclo largo de primera calidad sacrifica el coste a corto plazo para obtener la máxima durabilidad, el menor coste total de perforación y el mayor tiempo de funcionamiento. |
Paso 5 Granallado
Tratamiento de la superficie con granalladora:
- Elimina incrustaciones y microabrasiones
- Limpia los residuos de la superficie
- Mejora la adherencia a la superficie
Proporciona una base ideal para el posterior tratamiento anticorrosión y el acabado superficial.
Etapa 6. Acabado de la superficie
La varilla central se somete a un fino tratamiento de superficie:
- Mejora la consistencia del aspecto
- Mejora el acabado superficial
- La precisión de la superficie puede alcanzar 0,01 mm
Esto no sólo mejora la estética del producto, sino que también ayuda a reducir el desgaste del montaje.

Paso 7. Tratamiento anticorrosión
RockHound ofrece varias soluciones de protección contra la corrosión, entre las que se recomienda encarecidamente la inmersión en cera:

7.1 Inmersión en cera
- Forma una capa anticorrosión uniforme en la superficie
- Protege de la corrosión también los orificios internos
- Adecuado para el transporte a larga distancia y el almacenamiento a largo plazo
7.2 Pintura negra
- Solución antioxidante convencional
- Cumple los requisitos generales de almacenamiento y uso
8. Marcado y personalización
Se admite el marcado especificado por el cliente.
Tamaño de la marca: 100 mm × 100 mm
El marcado es un servicio adicional con gastos adicionales.
La información sobre la marca, el modelo o el lote puede personalizarse según los requisitos del cliente.
9. Embalaje
Para garantizar que sus herramientas lleguen en perfecto estado, utilizamos un sistema de embalaje de dos niveles:
- Embalaje individual: Funda protectora de plástico azul
- Embalaje exterior: Caja de madera con refuerzo general
Garantizar la seguridad y evitar la oxidación durante el transporte


Conclusión
Desde la selección del material, el mecanizado de precisión, el tratamiento térmico de cementación hasta la protección contra la corrosión y el embalaje, cada paso del proceso afecta directamente al rendimiento final del adaptador de mango. Un proceso de producción de alto nivel es crucial para garantizar la eficacia de la perforación y reducir las tasas de fallo del equipo.
¿Por qué elegir los adaptadores de vástago RockHound?
Al centrarse en pureza del material, precisión de mecanizado de 0,05 mm y geometría de estrías biseladas, nuestras herramientas de perforación de rocas ofrecen un menor coste por metro perforado.
- Acero de aleación de primera calidad: Utilizamos acero aleado de alta resistencia combinado con un avanzado tratamiento térmico de carburación para garantizar la máxima dureza superficial y tenacidad del núcleo.
- Compatibilidad OEM sin fisuras: Nuestros adaptadores de mango están diseñados para ser 100% intercambiables con las principales marcas como Atlas Copco (Epiroc), Sandvik, Furukawa y Montabert.
- Transferencia óptima de energía: Diseñados para impactos de alta frecuencia, los mangos RockHound minimizan la pérdida de energía, garantizando que cada golpe de la perforadora alcance la broca con la máxima fuerza.
- Vida útil prolongada: Gracias a nuestro riguroso control de calidad y al mecanizado de precisión de las roscas, reducimos el desgaste de las roscas y evitamos roturas prematuras, reduciendo su coste por metro.

¿Desea un presupuesto personalizado o una ficha técnica para su modelo específico de perforadora de rocas? [Póngase en contacto con nuestro equipo de ingenieros]