Índice
Introducción: Por qué es importante la barra de perforación adecuada
En las aplicaciones de perforación con martillo en cabeza, desde la perforación de túneles subterráneos y el desarrollo de galerías hasta la perforación de bancos a cielo abierto y la explotación de canteras, el barra de perforación de rocas es el enlace crítico de transmisión de energía entre la perforadora de roca (drifter) y el broca. Sin embargo, sigue siendo uno de los componentes que con más frecuencia se pasan por alto en una sarta de perforación.
Elegir el tipo de varilla incorrecto no sólo reduce la velocidad de penetración, sino que provoca una tensión de rebote excesiva, un fallo prematuro de la rosca y tiempos de inactividad imprevistos. Esta guía desglosa todo lo que necesita saber sobre las barras de perforación de martillo en cabeza: cómo funcionan, qué tipos existen, cómo seleccionar la especificación correcta y cómo mantenerlas para que duren lo máximo posible.
¿Qué es una barra de perforación de roca Top Hammer?
Una barra de perforación de rocas -también llamada acero de perforación- es un componente de acero de aleación de alta resistencia que forma la sarta de perforación en un sistema de perforación por percusión con martillo en cabeza. Sus dos funciones principales son:
1. Transmisión de energía de impacto: El pistón de la perforadora golpea el adaptador del vástago, generando una onda de tensión de compresión que se propaga a través del vástago hasta la cara de la broca. En los sistemas de martillo en cabeza, esta onda viaja a unos 5.000 m/s a través del acero.
2. Transferencia del par de rotación: Simultáneamente, el perforador gira la barra, indexando la broca entre cada golpe para mantener una geometría de agujero circular y exponer roca fresca a cada impacto.
La mayoría de las varillas también incorporan un orificio de descarga - un orificio central hueco a través del cual se inyecta aire comprimido o agua para evacuar los recortes de perforación del fondo del orificio, evitar la formación de bolas en la broca y refrigerar la broca durante el funcionamiento.
Nota de materia prima: Las barras de perforación para martillos en cabeza de primera calidad se fabrican con aceros de baja aleación cementables como 23CrNi3Mo o 22CrNi3Mo. Estas calidades ofrecen la combinación correcta de un núcleo duro y resistente a la fatiga y una superficie carburada dura y resistente al desgaste, un equilibrio que es esencial en un componente sometido a millones de ciclos de tensión percusiva por turno.
Lectura relacionada:Comparación de materiales de barras de perforación de rocas:23CrNiMo vs Sanbar64
Los tres tipos principales de barras de perforación de roca Top Hammer
1. Barras de acero de perforación integral
Una broca integral es un componente de una sola pieza en el que la varilla y la broca se fabrican a partir de una única barra de acero. No hay junta mecánica entre el cuerpo de la barra y la cara de corte.
Cómo funcionan:El cincel o broca en cruz se forja y rectifica directamente en el extremo delantero del vástago hexagonal de acero. Esto elimina cualquier pérdida de energía relacionada con la articulación, haciendo que la transferencia de energía del pistón a la roca sea lo más eficiente físicamente posible.
Especificaciones típicas:

- Tamaños hexagonales del vástago: 19 mm, 22 mm
- Diámetro de los orificios: 22 mm - 40 mm
- Longitudes: normalmente 400 mm - 3.200 mm
Las mejores aplicaciones: Perforadoras de roca manuales (martillos neumáticos, platinas), perforación de barrenos de voladura poco profundos, barrenos de desarrollo de pequeño diámetro en roca dura en los que la rectitud y la eficiencia energética son primordiales.
Limitación: Una vez que la broca se desgasta, hay que sustituir todo el acero o volver a clavarla. No es económica para agujeros profundos.
Producción integral de varillas:
2. Barras de perforación cónicas

Las barras de perforación cónicas presentan un extremo delantero cónico que acepta una broca cónica intercambiable independiente. El ajuste cónico Ángulo incluido de 7°, 11° o 12 - crea una conexión por fricción entre la varilla y la broca.
Cómo funcionan: La broca se presiona sobre el extremo cónico del vástago bajo carga de perforación. El ángulo del cono determina la seguridad con la que se asienta la broca y la facilidad con la que se puede extraer cuando se desgasta.
Especificaciones típicas:
Tamaños hexagonales del vástago: 22 mm, 25 mm
Ángulos estándar del cono: 7°, 11°, 12°.
Casquillo de la broca correspondiente: R22, R25 y perfiles cónicos comparables
Las mejores aplicaciones: Operaciones de perforación de pequeños barrenos en canteras (granito, mármol, caliza), extracción de piedra dimensional, rotura secundaria y perforación de producción en superficie en las que las profundidades de perforación son moderadas y el consumo de brocas es elevado en relación con el consumo de barras.
Ventaja clave: Importante reducción de costes en comparación con los aceros integrales: sólo se desecha la broca cuando se desgasta, no el vástago completo.
Producción de varillas cónicas:
Descubra más lecturas:
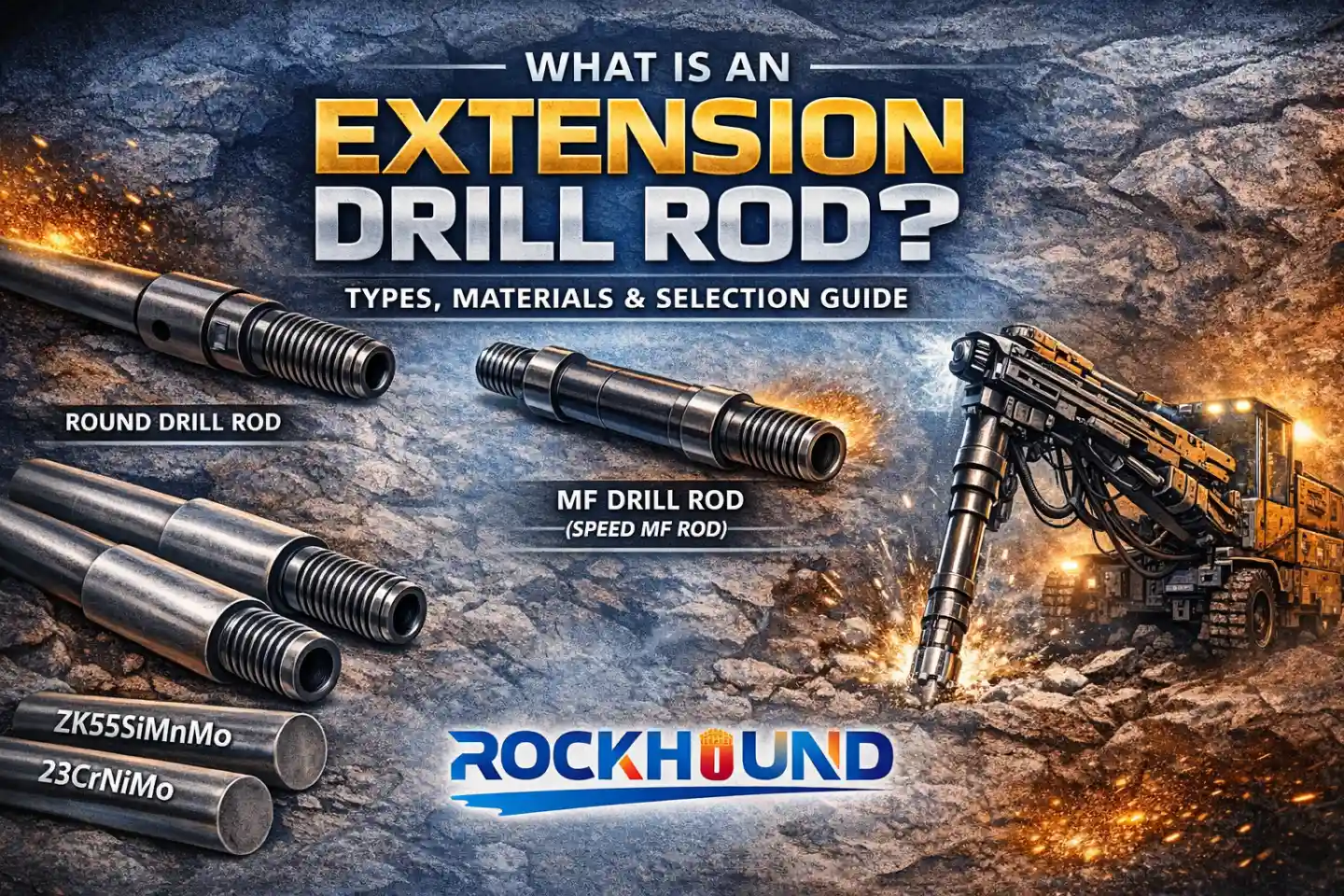
3. Barras de perforación roscadas / de extensión (sistemas de barras acopladas)
Uso de alargaderas conexiones roscadas en uno o ambos extremos, lo que permite unir varias varillas en serie mediante acoplamientos (o roscas macho/hembra integradas) para perforar orificios más allá del alcance de una sola longitud de varilla.
Existen tres subtipos comunes dentro de esta categoría:
a. Varillas Drifter (Serie R)
Se utiliza en el desarrollo subterráneo y la excavación de túneles con traineras hidráulicas o neumáticas.
- Estándares de hilo: R25, R28, R32
- Tamaños de los mangos hexagonales: 25 mm, 28 mm, 32 mm
- Longitudes típicas: 1,5 m - 4,3 m
- Ideal para: Deriva, corte transversal, perforación de elevación y barrenos cortos de producción.
Producción de varillas Drifter relacionadas:
b. Alargaderas (Serie T)
Diseñado para derivadores hidráulicos de mayor energía utilizados en aplicaciones de perforación de superficie en banco y perforación de barrenos largos.

- Estándares de hilo: T38, T45, T51
- Diámetros del cuerpo de la varilla: 39 mm, 46 mm, 52 mm (redondo)
- Longitudes típicas: 1,5 m - 6,1 m
- Ideal para: Perforación de superficie, perforación de barrenos largos, producción en canteras
Alargaderas:
c. Alargaderas MF (macho/hembra)
Las varillas MF incorporan un extremo delantero roscado macho y un extremo trasero roscado hembra en un único componente, eliminando la necesidad de acoplamientos sueltos separados.
- Estándares de rosca: T38, T45, T51
- Ventaja clave: Manipulación más rápida de la varilla bajo tierra, menor riesgo de caída de los acoplamientos en el orificio y conexiones roscadas más firmes y consistentes bajo un elevado par de rotación.
Varillas de extensión MF relacionadas:
- R32 MF Varilla Para Taladro Largo | L 915-1830mm
- Barra de perforación T38-H35-T38 MF para perforación y excavación de túneles
Informe de pruebas relacionado:

Nota de acoplamiento: Cuando se utilizan acoplamientos separados, el acoplamiento es el elemento mecánicamente más débil de la sarta de perforación. La calidad del acoplamiento debe coincidir con la calidad de la varilla. Nunca mezcle estándares de rosca (por ejemplo, varilla T38 con acoplamiento T45).
Comparación: ¿Qué tipo de varilla es la adecuada para su aplicación?
| Característica | Aceros integrales | Varillas cónicas | Alargaderas (Serie T/R) | Varillas MF |
|---|---|---|---|---|
| Tipo de conexión | Broca fija (una pieza) | Ajuste de fricción cónico | Roscado + acoplamiento | Rosca M/F integrada |
| Profundidad del agujero | Poco profundo (< 4 m) | Medio (< 12 m) | Profundo (ilimitado con complemento) | Profundo (ilimitado) |
| Eficacia de la transmisión de energía | Más alto | Alta | Medio-alto | Alta |
| Sustituibilidad de bits | No (todo el acero sustituido) | Sí | Sí | Sí |
| Herrajes de acoplamiento necesarios | No | No | Sí | No |
| Aplicación típica | Taladro manual, agujeros cortos | Canteras, rotura secundaria | Minería, excavación de túneles, perforación de bancos | Perforación de producción a alta velocidad |
| Costes de explotación | Alto por metro (broca + varilla) | Bajo (sólo se sustituye el bit) | Medio | Bajo-medio |
Especificaciones técnicas clave a evaluar al seleccionar una barra de perforación
1. Calidad del acero y metalurgia
La composición de la aleación determina directamente la vida a fatiga. Especifique barras fabricadas con 23CrNi3Mo o acero de cementación equivalente. Este grado proporciona:
- Un núcleo de gran dureza que resiste la fractura bajo cargas de impacto cíclicas.
- Compatibilidad con la carburación superficial para alcanzar una dureza de caja de HRC 50-60
Evite las varillas de “acero aleado” sin especificar o genéricas: el contenido de cromo-níquel-molibdeno es el factor diferenciador en las aplicaciones de perforación por percusión.
2. Tratamiento de superficies
Carburación en toda la superficie (también denominado cementación o cementación en caja) es la referencia del sector para alargaderas roscadas. Durante este proceso, el carbono se difunde en los 0,8-1,5 mm exteriores de la superficie del acero bajo gas a alta temperatura, creando una caja dura y preservando la tenacidad del núcleo.
Esto es distinto de endurecimiento por inducción, que sólo trata las raíces de la rosca y se considera una opción de menor especificación para la perforación de alta energía.
3. Tolerancia de rectitud
La rectitud del varillaje es fundamental en la perforación con martillo en cabeza. Una varilla doblada o arqueada crea una tensión de flexión fuera del eje en cada rotación, lo que acelera el desgaste del buje interno de la broca y aumenta el riesgo de rotura de la varilla a mitad de la perforación. Especifique barras enderezadas con precisión dentro de los límites de ≤ 0,5 mm por metro de desviación.
4. Forma y paso de rosca
La especificación de la rosca debe coincidir exactamente con la de la fresa y el fabricante de la broca. Por ejemplo, no es posible mezclar roscas R32 y T38, ya que son incompatibles desde el punto de vista dimensional y mecánico. Consulte la documentación del fabricante de la fresa para conocer la familia de roscas correcta.
5. Diámetro del orificio de lavado
El orificio de lavado afecta tanto a la eficacia de evacuación de los recortes como a la resistencia de la sección transversal del vástago. Los orificios de lavado más grandes mejoran la evacuación de detritos en orificios profundos, pero reducen la sección transversal de acero disponible para transmitir cargas de torsión y compresión. Los diámetros estándar de los orificios de lavado oscilan entre 6 mm a 14 mm en función del diámetro exterior del vástago.
6. Tratamiento anticorrosión del orificio de lavado
El orificio interno está continuamente expuesto al agua de lavado, lo que lo hace susceptible a la fatiga por corrosión, un modo de fallo en el que las picaduras de corrosión inician grietas de fatiga desde el interior hacia el exterior. Especifique barras con revestimiento antioxidante interior o tratamiento de pasivación, en particular para las operaciones que utilizan el lavado húmedo.
Explora:Procesamiento de barras de perforación de roca roscadas
Mantenimiento de las barras de perforación de rocas: 5 prácticas que prolongan directamente la vida útil
Los fallos mecánicos en las barras de perforación de rocas rara vez son aleatorios, sino que casi siempre son el resultado de causas identificables y evitables. Las siguientes prácticas se han extraído de la experiencia de campo en operaciones de minería y canteras.
1. Aplique correctamente el lubricante para roscas
El lubricante para roscas (a veces denominado grasa para vástagos o grasa para barras) no es opcional. En las alargaderas roscadas y los acoplamientos, la grasa cumple dos funciones: reduce la fricción de rozamiento durante el rearme y la rotura, y evita soldadura en frío (agarrotamiento por gripado): condición en la que el contacto de acero contra acero sin lubricar bajo carga provoca una adherencia microscópica en las superficies de contacto de la rosca, lo que hace casi imposible la extracción de la varilla.
Práctica correcta: Limpie las roscas con un cepillo de alambre antes de cada conexión. Aplique una capa fina y uniforme de lubricante de roscas de alta presión a todas las roscas macho. Vuelva a engrasar si una sarta de varillas ha estado inactiva durante más de un turno.
2. Proteger las roscas de daños mecánicos
La forma de la rosca es la parte geométricamente más precisa y estructuralmente más crítica de una varilla roscada. Los daños en la rosca -por impacto, caída o abrasión- crean puntos de concentración de tensiones que reducen drásticamente la vida a fatiga.
Práctica correcta: Utilice protectores de rosca (tapones de plástico o acero) durante el transporte y el almacenamiento. Nunca golpee los extremos roscados con un martillo para romper una conexión atascada; utilice el rompedor de varillas específico de su equipo de perforación.
3. Comprobar la rectitud antes del uso
Una varilla que se ha doblado - por desviación del orificio, atasco o manejo inadecuado - provocará una carga excéntrica en cada rotación. Esto acelera el desgaste del casquillo del cabezal delantero y de la guía de la varilla, y crea fatiga por flexión localizada en el cuerpo de la varilla.
Práctica correcta: Haga rodar cada varilla sobre una superficie plana antes de utilizarla. Cualquier varilla que se balancee o no ruede bien debe ser condenada y retirada del servicio.
4. Gestión proactiva del desgaste de los bits
El desgaste de la broca es una de las principales causas de fatiga de las barras de perforación. Cuando una broca se desafila, la roca deja de fracturarse eficazmente: la broca rebota en lugar de penetrar. Esto crea ondas de tensión reflejadas (reflejos de tracción) que suben por la barra de perforación, sometiendo a la barra a esfuerzos de tracción en cada ciclo de impacto. El acero es mucho más débil a la tracción que a la compresión, lo que lo convierte en una de las principales causas de las fracturas por fatiga.
Práctica correcta: Establezca un protocolo de calibrado de brocas. Gire las brocas a intervalos fijos en función de los metros perforados (no sólo mediante inspección visual) y reafílelas o sustitúyalas antes de que la tensión reflejada sea excesiva. Una broca desafilada cuesta mucho más en acero y tiempo de inactividad que un cambio de broca a tiempo.
5. Control del sobrecalentamiento
Causas del sobrecalentamiento ablandamiento térmico de la capa superficial carburada, deshaciendo efectivamente la dureza que proporciona el tratamiento superficial. Un indicador de campo común es decoloración azul-negra (colores de revenido) en el cuerpo de la varilla, especialmente cerca de las roscas. Esta coloración indica que el acero se ha calentado a más de 250-300°C aproximadamente.
Práctica correcta: Si se observa decoloración, retire la varilla del servicio e inspecciónela. Deje que las varillas sobrecalentadas se enfríen de forma natural en el aire ambiente, nunca las enfríe en agua. El enfriamiento rápido introduce un choque térmico que provoca grietas superficiales y fragilización.
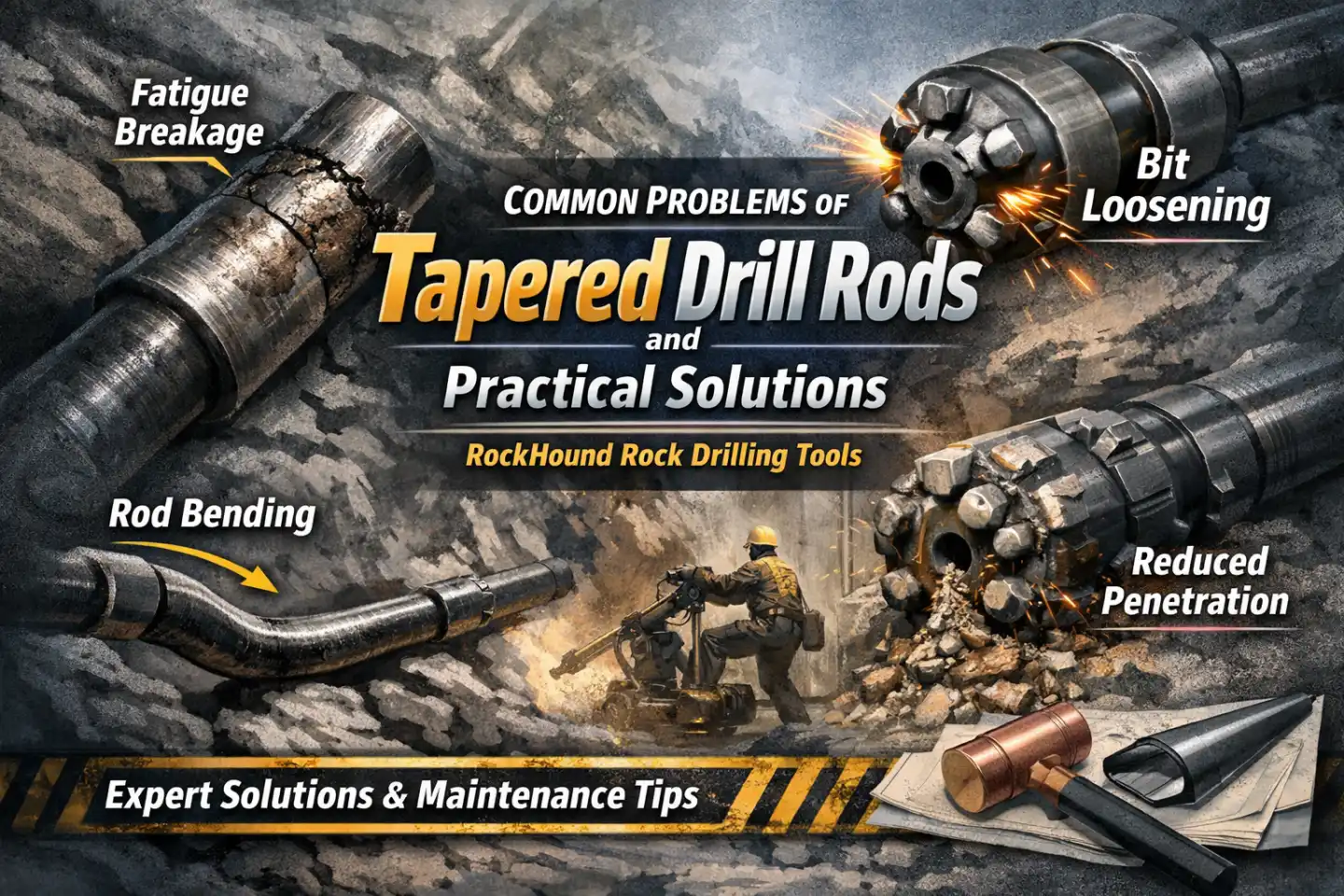
Modos habituales de fallo de las barras de perforación y causas principales
Comprender el modo de fallo es la forma más rápida de diagnosticar un problema en el proceso de perforación.
| Modo de fallo | Indicador visual | Causa probable |
|---|---|---|
| Fractura transversal (cuerpo) | Rotura limpia, plana y perpendicular al eje del vástago | Tensión reflejada por una broca embotada; par de rotación excesivo; atasco o sobrealimentación de la broca. |
| Fractura en espiral | Línea de fractura helicoidal a lo largo del cuerpo de la varilla | Sobrecarga de torsión; orificio de lavado bloqueado; velocidad de rotación excesiva; broca atascada |
| Agrietamiento de la raíz del hilo | Grietas que se inician en la raíz del hilo | Tipos de rosca no coincidentes; lubricación insuficiente de la rosca; impacto repetido en la rosca; par de apriete deficiente |
| Flexión / deformación de la varilla | Arco o pliegue visible en el cuerpo de la varilla | Desviación / desalineación del orificio; collarín sin guía de arranque; fuerza de avance inadecuada; carga lateral |
| Agrietamiento por corrosión interna del orificio | Picaduras o grietas visibles en la superficie del orificio de lavado | Sin revestimiento interno resistente a la corrosión; química agresiva del agua de lavado (alto contenido en cloruro/sulfato); exposición prolongada a fluidos corrosivos. |
Conclusión
Las barras de perforación de rocas son componentes de fatiga diseñados con precisión que operan en uno de los entornos mecánicos más duros de la industria. Una buena selección, desde el grado de aleación y el tratamiento superficial hasta la norma de rosca y el tamaño del orificio de lavado, determina directamente la productividad de la perforación y el coste total por metro.
Los principios clave: adaptar el tipo de varilla a la profundidad de la aplicación y a la clase de energía; especificar acero 23CrNi3Mo verificado con carburización completa de la superficie; aplicar un protocolo de lubricación e inspección de la rosca in situ; y sustituir las brocas antes de que se conviertan en un riesgo para el tren de perforación.
¿Preguntas sobre especificaciones concretas de varillaje para su modelo de perforadora o condiciones de perforación? Póngase en contacto con nuestro equipo técnico para que le recomiende un varillaje de perforación.
PREGUNTAS FRECUENTES
La principal diferencia radica en la perfil de rosca y aplicación.
Hilos R (hilo de cuerda): Tienen un perfil redondeado (como R32, R38). Son más fáciles de desacoplar y se suelen utilizar en deriva y tunelización donde son habituales los agujeros más cortos y los cambios frecuentes de varilla.
Hilos en T (hilo trapezoidal): Tienen un perfil más plano y robusto (como T38, T45, T51). Ofrecen un ajuste más firme y una mejor transferencia de energía para taladrado de orificios más largos. Están diseñados para soportar pares de apriete más elevados sin desprenderse.
El fallo del hilo suele deberse a una de estas tres causas:
Falta de lubricación: Sin una grasa para roscas adecuada, la fricción provoca "soldadura en frío" (rozamiento), lo que crea microfisuras.
Estrés reflejado: Si la broca está desafilada, la energía no penetra en la roca, sino que rebota a través de la varilla, provocando fallo por fatiga.
Apriete excesivo: Si se aplica un par de apriete excesivo durante el apriete, el extremo del pasador puede "aplastarse" o el extremo de la caja puede abocardarse, debilitando la estructura de acero.
Depende de su prioridad:
Varillas hexagonales: Son más rígidos y pesados. Proporcionan descarga superior (más espacio en el agujero para que escapen los residuos) y mejor transferencia de energía. Excelente para la deriva y la excavación de túneles.
Varillas redondas: Suelen ser más ligeras y flexibles. Son la norma industrial para perforación de extensión en agujeros profundos donde mantener un agujero recto es más crítico que el volumen de lavado.
Cada vez que te unes a una caña. Debe aplicar una grasa para roscas a base de cobre o grafito de alta calidad. Esto no sólo evita el gripado, sino que también asegura que las varillas se puedan desacoplar fácilmente después del cambio, evitando daños por "martilleo" en las juntas.
Busca estas tres señales de alarma:
Adelgazamiento del hilo: Si las roscas parecen "afiladas" o significativamente más delgadas que las de una varilla nueva, es probable que se desprendan con un par de apriete elevado.
Doblando: Incluso una ligera curva en la varilla causará una vibración masiva, dañando los bujes internos de su drifter.
Cambios de color: Cualquier decoloración azul o púrpura en el acero indica que la varilla se ha sobrecalentado, lo que arruina el tratamiento térmico y hace que el metal se vuelva quebradizo.