Con un legado que se remonta a 1968, nuestro equipo de ingeniería posee una arraigada experiencia en metalurgia de perforación de rocas. No solo fabricamos herramientas; conocemos el "ADN" del acero necesario para los terrenos más difíciles.
Cuña de cobre avanzada y tecnología Hot-Fit
A diferencia del prensado en frío estándar, nuestro proceso de ajuste en caliente con cuñas de cobre garantiza un ajuste 100% perfecto entre el carburo y el cuerpo de la broca. Esto reduce significativamente el riesgo de fallo del botón y mejora la durabilidad en entornos de alto impacto.
Integración vertical de principio a fin
Somos el único fabricante de la región con una cadena de producción completa, desde la fundición de acero bruto hasta la forja final. Esto nos permite controlar la pureza y la calidad del material en cada una de las etapas, garantizando una consistencia del producto sin igual.
Ingeniería de precisión micrométrica
Utilizando maquinaria CNC de primera clase de Okuma y DMG, conseguimos tolerancias de rosca de 0,02 mm y ajustes de plaquita de ±0,01 mm. Esta precisión se traduce en una mayor eficiencia en la transferencia de energía y una vida útil más larga para su barra de perforación.
Infraestructura de fabricación de categoría mundial
Nuestra fábrica está equipada con más de 360 conjuntos de máquinas industriales avanzadas, incluidos centros de mecanizado de 5 ejes y enderezadoras automatizadas. Esta infraestructura de alto nivel garantiza que cada herramienta RockHound cumpla las normas OEM internacionales.
Proceso de fabricación de brocas
PASO 01
Especificaciones y preparación de materias primas
Taller - 22&23CrNi3mo
Cuerpo de la barrena: 45CrNiMo1V (grado de aleación: YK05). Puntas cónicas: 45CrNiMoVa, 42CrMo, 35CrMo.
Eliminar la capa descarburada, desbastar el diámetro exterior, calibrar el ángulo de corte del cabezal.
Lógica de mecanizado CNC
Depósito de polvo aerodinámico
Orificios de drenaje simétricos
±0,02mm Precisión del agujero del diente
PASO 03
Tratamiento térmico al vacío
Enfriamiento al vacío (< 10-² Pa)
Elimina la oxidación. La dureza base alcanza HRC 45-50 para mejorar la resistencia a la fatiga.
Alta templabilidad
Eliminan las tensiones internas, mejoran la tenacidad y evitan la fractura bajo impactos de cargas pesadas.
PASO 04
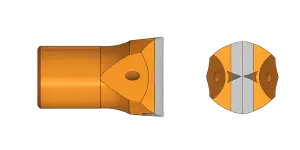
Proceso de fijación de los dientes
Fijación en caliente combinada con láminas de cobre para soldadura fuerte para absorber los golpes. Precisión de coincidencia dentro de 0,01 mm.
Tipo de roca
Ángulo
Lógica
Extremadamente duro
38°-42°
Evita el desconchado
Medio Duro
35°
Equilibrio óptimo
Suave/Abrasivo
30°-33°
ROP agresiva
PASO 05
Granallado
Utiliza granalla de acero de alta resistencia para impactar en la superficie, eliminando la cascarilla de óxido y generando tensión de compresión.
Resultado:
Mejora significativa de la resistencia a la fatiga y de la preparación de la superficie para el revestimiento.
PASO 06
Revestimiento anticorrosión
Línea de pulverización automatizada
Pulverización electrostática respetuosa con el medio ambiente (azul, naranja, negro).
Conformidad
Las emisiones de COV cumplen las normas; excelentes propiedades antiadherentes para el trabajo sobre el terreno.
PASO 07
Embalaje y logística
Unidad y envío
Cajas gruesas a medida (5-10 uds.) + Cajas de madera fumigada para exportación.
Marcado
Códigos de trazabilidad láser (100 mm*100 mm) para la gestión de proyectos.
Cómo funciona
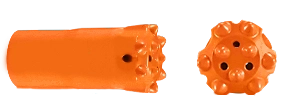
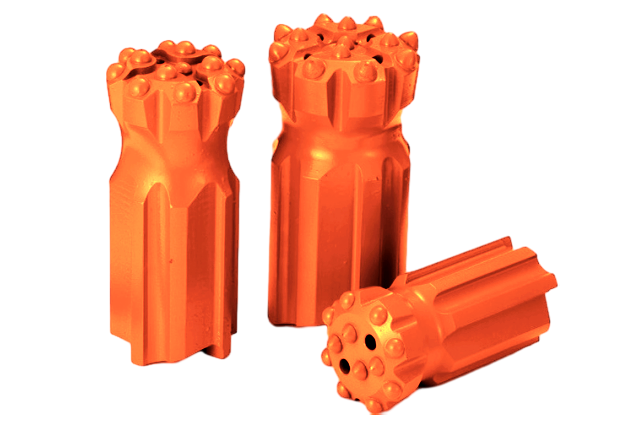
¿Qué es una broca de botón para perforación de rocas?
Una broca de martillo en cabeza funciona mediante la combinación de impacto, rotación y descarga eficaz.
Transmisión de energía de impacto:
En la perforación con martillo en cabeza, la perforadora genera energía de impacto de alta frecuencia. Esta energía viaja a través de la barra de perforación y alcanza el broca de botón de martillo en cabeza(normalmente 2.000-5.000 golpes/min, 200-500 julios por golpe).
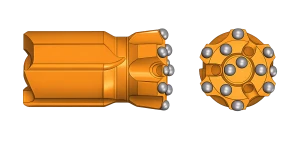
Romper rocas con botones de carburo de tungsteno
Cuando el impacto alcanza la broca, el botones de carburo de tungsteno golpean la superficie de la roca, creando grietas y fracturas. Estos botones están diseñados específicamente para resistir grandes impactos y abrasiones.
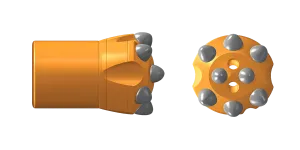
Rotación para un corte eficaz
Al mismo tiempo, la sarta de perforación gira, lo que permite que la broca de botones golpee continuamente las superficies de roca fresca. Esta rotación garantiza (normalmente 50-150 rpm, la broca gira ~5-15° por golpe).
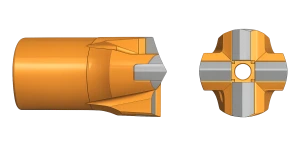
Lavado de esquejes de roca
El aire o el agua fluyen a través de los orificios de lavado para eliminar los recortes de roca, enfriar la broca y evitar que se atasque. Un lavado adecuado es fundamental para martillo perforador de alto rendimiento.