Índice
Introducción: Por qué el tratamiento térmico define la vida útil de las herramientas de perforación de rocas
En perforación con martillo en cabeza, Sin embargo, la diferencia de rendimiento entre una broca que sobrevive 50 metros y otra que supera los 200 metros rara vez se reduce a la geometría, sino que viene determinada por integridad metalúrgica. Concretamente, viene determinada por el tratamiento térmico.
En RockHound, El tratamiento térmico no es una fase de acabado, sino la fase de producción. principal proceso de fabricación para nuestras brocas de botón y barras de perforación acopladas. De forma crítica, reconocemos que estos dos componentes operan bajo diferentes regímenes de tensión dominante - y por lo tanto demandan diferentes sistemas de aleación y protocolos de tratamiento térmico adaptados.
Este artículo explica la ciencia de los materiales en la que se basa nuestro Ciclo de cementación en caja de 20 horas, Por qué la selección de la aleación es tan importante para las brocas y las barras de perforación, y qué diferencia una herramienta para roca con un tratamiento térmico adecuado de un producto básico.
Las exigencias mecánicas del cuerpo de una herramienta de perforación de rocas
Antes de evaluar cualquier proceso de tratamiento térmico, es esencial definir los modos de fallo que debe evitar. Una sarta de perforación con martillo en cabeza se somete simultáneamente a tres condiciones de carga destructiva:
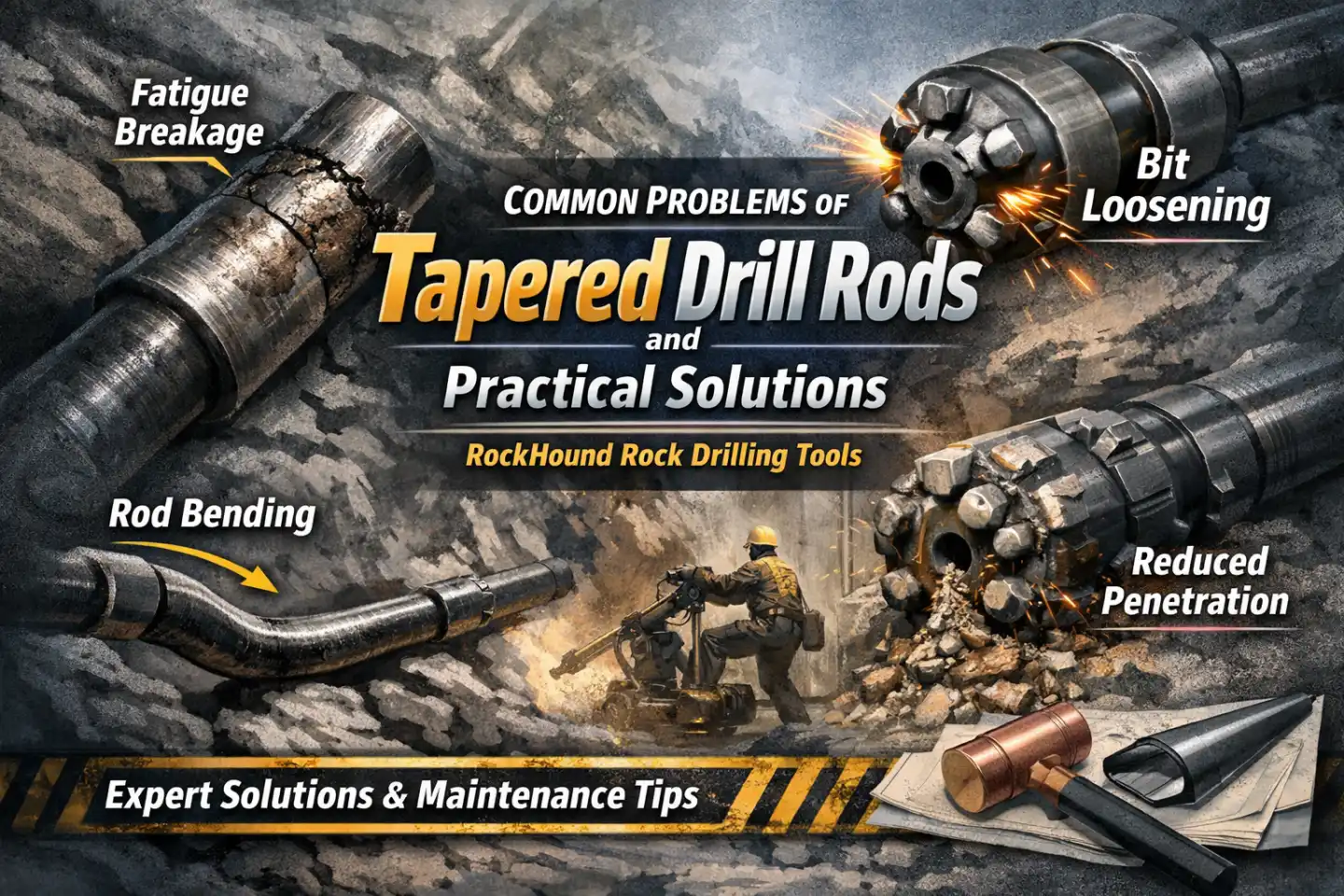
- Fatiga por impacto de alta frecuencia - Los repetidos golpes axiales del pistón de la perforadora de roca, normalmente a 2.000-4.500 bpm, generan tensiones cíclicas de tracción y compresión en toda la varilla de perforación y el vástago de la broca.
- Desgaste de la superficie abrasiva - El contacto continuo con formaciones rocosas duras y silíceas provoca la eliminación progresiva de material del cuerpo de la broca, la cara de la galga y los canales de lavado.
- Concentración de esfuerzos de torsión y flexión - La rotación bajo carga impone esfuerzos de cizallamiento en las conexiones roscadas y fatiga por flexión a lo largo del cuerpo de la varilla, que es la causa principal de la fatiga de la rosca, los incidentes de caída de la varilla y la fractura de la parte media del cuerpo en las varillas de perforación.
Sobrevivir a las tres simultáneamente requiere un componente de acero con una estuche duro y resistente al desgaste y un núcleo resistente y dúctil - propiedades que son fundamentalmente contradictorias en el acero sin procesar, y que sólo pueden conseguirse mediante un tratamiento termoquímico controlado. El camino correcto para lograr este equilibrio difiere entre las brocas y las barras de perforación, razón por la cual RockHound especifica distintos grados de aleación para cada producto.
Fundación Material: Dos aleaciones, dos funciones
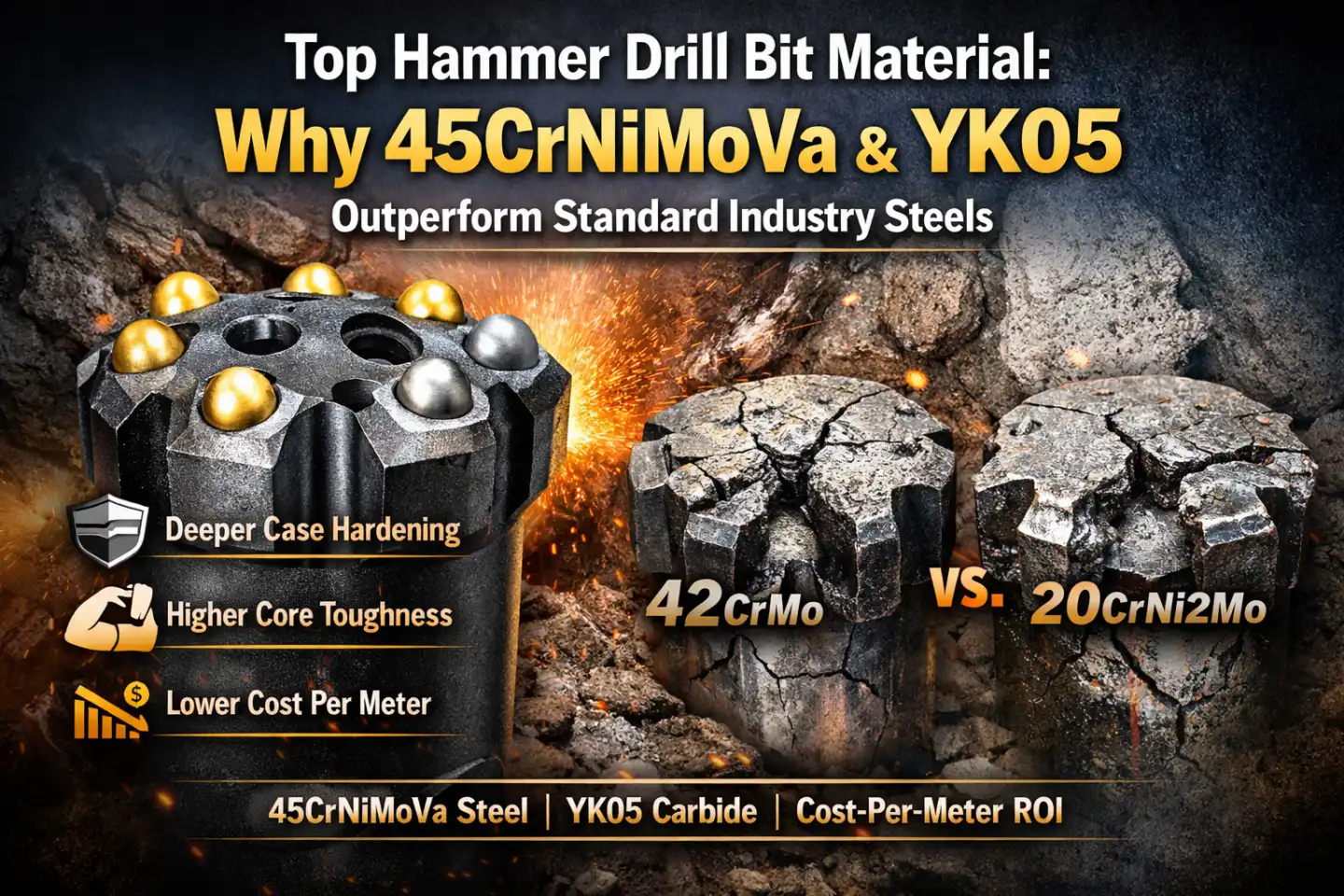
Puntas de botón - Acero aleado 45CrNiMoV
Los cuerpos de las brocas de botón RockHound se fabrican con 45CrNiMoV, un acero de aleación de cromo-níquel-molibdeno-vanadio de carbono medio, seleccionado por su respuesta a la cementación en caja y su resistencia a la fatiga superficial bajo impacto de alta frecuencia.
Descubra más:
Proceso de fabricación de brocas para perforación de rocas
Cuántos tipos de brocas de botón para taladro percutor superior
| Elemento | Papel en el rendimiento de los botones |
|---|---|
| Cromo (Cr) | Forma carburos estables durante la cementación; aumenta significativamente la cementabilidad, la dureza superficial y la resistencia al desgaste en formaciones rocosas abrasivas. |
| Níquel (Ni) | Mejora la tenacidad del núcleo y la resistencia a la fractura a baja temperatura; suprime la fractura frágil en el vástago de la broca y en la zona del asiento del botón bajo cargas de alto impacto. |
| Molibdeno (Mo) | Refina el tamaño de grano de la austenita previa; previene la fragilización por revenido; mantiene la resistencia a temperaturas elevadas en la cara de la broca durante la perforación prolongada a alta frecuencia. |
| Vanadio (V) | Precipita finos carburos VC que fijan los límites del grano, inhibiendo el engrosamiento del grano durante el ciclo de carburación prolongado de 20 horas; mejora la resistencia al desgaste a largo plazo y la vida a fatiga. |
El contenido nominal de carbono de 0,45% del material base garantiza una adecuada templabilidad del núcleo después del temple, mientras que el sistema de aleación multielemento favorece una profundidad efectiva de la caja profunda y uniforme sin un crecimiento excesivo del grano, un requisito crítico para mantener la integridad de la retención del botón de metal duro durante toda la vida útil de la herramienta.

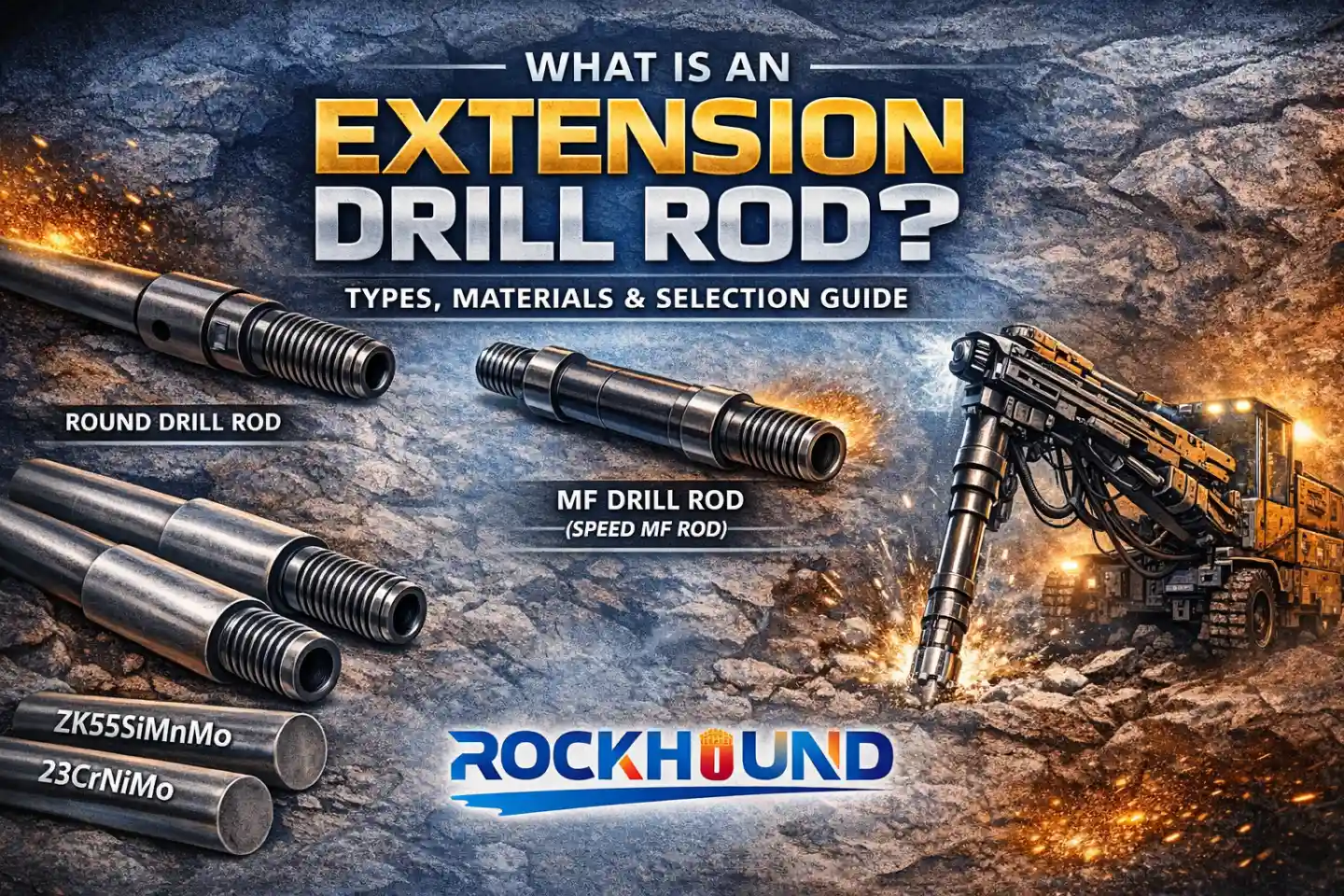
Barras de perforación - Acero aleado 23CrNi3Mo
Los cuerpos de las barras de perforación RockHound se fabrican con 23CrNi3Mo, acero de cementación de bajo contenido en carbono, diseñado especialmente para componentes sometidos a fatiga por flexión y torsión de alto número de ciclos, más que a abrasión superficial. Este grado se especifica ampliamente para barras de perforación de percusión en aplicaciones exigentes de martillo en cabeza y de fondo de pozo.
| Elemento | Papel en el rendimiento de las barras de perforación |
|---|---|
| Cromo (Cr) | Mejora la templabilidad en toda la sección transversal de la varilla; contribuye a una mayor dureza de la caja y mejorado resistencia al desgaste de la rosca en condiciones abrasivas y de alto contacto en la perforación con martillo en cabeza. |
| Níquel (Ni) - elevado a ~3% | Aumenta significativamente el núcleo resistencia al impacto y resistencia a propagación de grietas por fatiga; el mayor contenido de Ni (en comparación con el acero típico para barrenas de botón) está específicamente diseñado para mitigar el riesgo de fractura inducida por flexión en barras de perforación largas. |
| Molibdeno (Mo) | Aumenta la templabilidad profunda en secciones transversales de varilla más grandes; evita fragilización por endurecimiento secundario durante el revenido, lo que garantiza la tenacidad a largo plazo y la estabilidad dimensional en ciclos repetidos de alta tensión. |
El carbono base inferior (0,23%) de 23CrNi3Mo significa que el núcleo templado se mantiene en un estado martensítico más duro y de menor dureza que el 45CrNiMoV, que es precisamente la intención de diseño para un cuerpo de barra de perforación que debe absorber millones de ciclos de fatiga por flexión sin fractura en la mitad del cuerpo. El elevado contenido de níquel (~3 wt%) es el factor diferenciador clave, ya que proporciona la energía de impacto del núcleo necesaria para evitar el fallo catastrófico de la varilla en condiciones de rotura o desviación del terreno.
¿Por qué dos aleaciones diferentes para una barra de perforación?
La distinción entre 45CrNiMoV (bits de botón) y 23CrNi3Mo (barras de perforación) refleja modos de fallo fundamentalmente diferentes en cada componente:
- Botones fracasan principalmente por desgaste superficial y pérdida del botón de carburo - que requieren una carcasa dura, carburizada en profundidad, con la máxima resistencia al desgaste e integridad del asiento del botón.
- Barras de perforación fracasan principalmente por fractura por fatiga de flexión y fatiga de la rosca - que requieren un núcleo resistente y de alta absorción de energía con buenas propiedades de transición entre la carcasa y el núcleo para resistir la iniciación y propagación de grietas bajo flexión cíclica.
Especificar la misma aleación para ambos componentes, como hacen muchos fabricantes de bajo coste, es un compromiso de ingeniería de materiales que no optimiza ninguno de los dos. El sistema de doble aleación de RockHound garantiza que cada componente se adapte metalúrgicamente a su mecanismo de fallo dominante.
Proceso de cementación en caja de 20 horas de RockHound: Desglose técnico
¿Qué es la cementación en caja?
Cementación en caja (también denominado carburizado con gas o carburizado en atmósfera) es un proceso termoquímico de endurecimiento superficial en el que el carbono se difunde en la superficie de un componente de acero de bajo a medio carbono a temperatura elevada, creando una capa de alto contenido en carbono. caso de carbono. núcleo.
La profundidad de este caso -denominado profundidad efectiva de la caja (ECD) - se define como la distancia desde la superficie hasta el punto en que la dureza cae por debajo de 550 HV (o aproximadamente 52 HRC), según las normas ISO 2639 y ASTM E1919.
Guiyang Special Steel (proveedor de RockHound) posee una ventaja fundamental en su proceso de carburación profunda y tratamiento térmico de 20 horas.RockHound opera ocho hornos de carburación tipo foso, cinco de los cuales tienen una longitud de trabajo de 7 m y pueden alojar barras de hasta 6,5 m de longitud.
Se aplica una estricta homogeneidad de los lotes: todas las varillas de una misma carga de horno deben ser de idénticas especificaciones. La carga mixta está prohibida porque las variaciones en el diámetro exterior de las barras alteran la relación superficie-masa y distorsionan el gradiente local de potencial de carbono, produciendo una profundidad de caja inconsistente en un lote. La empresa también tiene capacidad para producir simultáneamente brocas de alto tonelaje.


¿Por qué 20 horas? La física de la difusión del carbono
La difusión del carbono en la austenita obedece a la segunda ley de Fick. A una temperatura de cementación de 910-940°C, La difusividad del carbono en el hierro γ es de aproximadamente 1,5-2,5 × 10-¹¹ m²/s. La relación entre la profundidad del caso (x) y la duración del ciclo (t) sigue una ley de tasa parabólica:
x ∝ √(D - t)
Esto significa que duplicar la profundidad efectiva de la caja requiere cuadruplicar el tiempo de proceso. Muchos fabricantes económicos utilizan la cementación de ciclo corto (4-8 horas) para reducir los costes del horno, lo que da lugar a una profundidad de la caja de 0,8-1,2 mm. A esta profundidad, el reafilado repetido -práctica habitual para restaurar el diámetro de calibre en las brocas de botón- expone rápidamente el núcleo blando, y las zonas roscadas de las barras de perforación no reciben suficiente protección contra la fatiga.
RockHound's Ciclo de cementación de 20 horas alcanza las siguientes profundidades efectivas de caso:
| Componente | Material | ECD objetivo (profundidad efectiva de la caja) | Beneficio clave |
|---|---|---|---|
| Botones | 45CrNiMoV | ≥ 2,0 mm | Soporta múltiples ciclos de reafilado; mantiene la integridad del asiento del botón y la retención del botón bajo cargas de alto impacto en formaciones rocosas abrasivas. |
| Barras de perforación | 23CrNi3Mo | 1,5-2,0 mm (zonas roscadas) | La tensión de compresión en las raíces de la rosca suprime la iniciación y propagación de grietas por fatiga; prolonga significativamente la vida útil de la varilla en la perforación cíclica con martillo en cabeza de alto par. |
El contenido de carbono superficial en ambas calidades se mantiene en 0,75-0,95 wt% mediante un control preciso de la atmósfera (gas portador endotérmico + enriquecimiento en hidrocarburos). Este caso profundo proporciona:
- Un importante tope resistente al desgaste que sobrevive a múltiples ciclos de rectificado sin exponer el núcleo blando (trozos de botón)
- Tensión residual de compresión en las raíces de los hilos, resistencia a la iniciación de grietas por fatiga bajo carga rotacional (barras de perforación)
- Grosor adecuado de la carcasa en la interfaz del asiento del botón, asegurando la retención del botón de carburo cementado YG8/YK05 bajo carga de impacto (brocas de botón)
- Gradiente progresivo de dureza de la superficie al núcleo (normalmente 58-62 HRC superficie → 36-42 HRC núcleo), que distribuye la tensión de forma más eficaz que una transición abrupta carcasa/núcleo (ambos).
Comparación con fabricantes comunes
Otros fabricantes suelen completar el proceso de carburación en 10 horas, mientras que nosotros empleamos un ciclo de carburación de 20 horas estrictamente controlado para garantizar la estabilidad de la estructura molecular. Esto permite una profundidad efectiva de la capa carburada de 0,6 mm a 1,2 mm, lo que permite al electrodo de soldadura soportar millones de impactos sin romperse.
| Especificaciones técnicas | Proceso industrial estándar (8-13h) | Proceso de 20 horas RHdrill Premium | Ventajas de rendimiento y valor añadido |
|---|---|---|---|
| Profundidad efectiva de la caja | 1,0 mm - 1,5 mm | 2,0mm - 3,0mm+ | La profundidad doble o mayor de la carcasa aumenta drásticamente la resistencia al desgaste y la vida útil en condiciones de perforación de rocas abrasivas y de alto impacto. |
| Transición del gradiente de carbono | Pendiente pronunciada; propensa a descascarillarse y desprenderse bajo cargas cíclicas. | Gradiente suave y liso; fuerza de adhesión superior | Elimina las concentraciones bruscas de tensión en la interfaz carcasa-núcleo → resistencia significativamente mejorada al astillado, desconchado y separación de capas. |
| Microestructura del núcleo | Transformación de fase incompleta; tenacidad moderada. | Estructura de grano fino / refinado; alta resistencia y tenacidad | Consigue un equilibrio excepcional entre dureza superficial y resistencia a la fatiga por impacto en el núcleo, ideal para aplicaciones exigentes de martillo en fondo y DTH. |
| Resistencia a la fatiga del diámetro interior | Susceptible a la iniciación de microfisuras bajo lavado a alta presión. | Distribución optimizada de la tensión de compresión | Reduce en gran medida el riesgo de propagación de grietas internas a la superficie exterior, mejorando la fiabilidad en perforaciones de alta presión y larga duración. |
| Vida útil prevista | 100% (referencia estándar del sector) | 40% - 60% Aumento | Probado en formaciones ultraduras (granito, cuarcita) y geología compleja - ofrece un coste por metro perforado sustancialmente inferior y un mayor tiempo de actividad del equipo. |
| Costes de fabricación e insumos | Menores requisitos de energía, gas y tiempo de ciclo. | Inversión elevada (electricidad ampliada, gas, ciclo de 20 horas) | Conclusión estratégica: El proceso premium de carburación de ciclo largo prioriza la máxima durabilidad y el menor coste total de perforación sobre el ahorro de producción a corto plazo. |
El resultado final: Invertimos más en electricidad, gas y tiempo para que usted gaste menos en sustituciones y tiempos de inactividad.
Tensión residual de compresión: El escudo invisible contra la fatiga
Un beneficio menos discutido de la cementación en caja profunda es el campo de tensiones residuales de compresión que genera en la capa superficial. Dado que la caja carburada tiene un volumen específico superior al del núcleo (debido a la formación de martensita enriquecida con carbono durante el enfriamiento), el núcleo constriñe la caja, colocándola en compresión biaxial.
Este estado de tensión de compresión se opone directamente a las tensiones de tracción generadas en la superficie durante la flexión y la carga de impacto, que son las principales causas de la aparición de grietas por fatiga. En las barras de perforación, este mecanismo aumenta significativamente vida de fatiga del vástago en las zonas de conexión de la rosca y reduce la incidencia de la fractura del vástago y el agrietamiento de la raíz de la rosca. En las brocas de botón, suprime la iniciación de microfisuras responsables del desconchamiento de la cara del calibre y la fractura del cuerpo de la broca.

Tratamiento térmico posterior a la carburación: Secuencia de enfriamiento y revenido
Tras el ciclo de carburación de 20 horas, todas las herramientas RockHound se someten a un estricto control de calidad. secuencia de templado y revenido (Q&T):
Enfriamiento directo
Los componentes se templan directamente desde la temperatura de cementación en un baño de aceite o en un medio de temple de gas a alta presión. La rápida velocidad de enfriamiento supera la velocidad de enfriamiento crítica de ambos grados de aleación, suprimiendo la transformación difusional y formando una capa de metal duro. microestructura martensítica en toda la caja. De este modo se consigue la máxima dureza en la capa carburada (normalmente 60-65 HRC).
Tratamiento criogénico (opcional, para brocas de botón de calidad superior)
Para las aplicaciones de brocas de botón en formaciones muy abrasivas (por ejemplo, cuarcita, granito), se puede utilizar una broca de botón opcional. tratamiento criogénico (tratamiento bajo cero de -75°C a -196°C) se aplica inmediatamente después del temple para convertir la austenita retenida en la caja en martensita, aumentando aún más la resistencia al desgaste de la cara de la broca y la zona de calibre.
Templado
Los componentes enfriados se templan inmediatamente a 160-200°C (templado a baja temperatura). Esta etapa:
- Alivia las tensiones internas de enfriamiento que, de otro modo, provocarían grietas espontáneas.
- Reduce la fragilidad de la caja al permitir que el carbono se redistribuya parcialmente como finos ε-carburos dentro de la matriz martensítica.
- Preserva la dureza superficial (la reducción de la dureza de la caja suele ser ≤3 HRC tras el revenido a baja temperatura).
El componente final presenta un microestructura de doble propiedaduna caja martensítica de alta dureza, sometida a esfuerzos de compresión, sobre un núcleo martensítico templado o bainítico inferior con alta tenacidad al impacto, precisamente la combinación que exigen las condiciones de perforación con martillo en cabeza.

Resultados de rendimiento: Lo que ofrece la cementación profunda in situ
Los resultados metalúrgicos descritos anteriormente se traducen directamente en ventajas cuantificables de rendimiento sobre el terreno:
Mayor vida útil de la punta del botón
La profundidad efectiva y uniforme de la caja en 45CrNiMoV resiste el desgaste en la cara del calibre y en los asientos de los botones durante toda la vida útil de la broca, no sólo en los primeros metros. Es posible realizar varios ciclos de rectificado sin exponer el núcleo blando.
Informe de la prueba de campo:
R32 Broca de botón Retrac de 51 mm para roca dura en mina de cobre probada en Chile
Vida útil máxima de la varilla de perforación
El campo de tensiones residuales de compresión en las raíces de la rosca de las barras de perforación de 23CrNi3Mo, combinado con la elevada tenacidad del núcleo de níquel, resiste los mecanismos de desgaste por rozamiento y fatiga responsables del fallo prematuro de la rosca y de posibles incidentes de caída de la barra.
Informe de la prueba de campo:
MF T38-R32 Barras de perforación y brocas en Iron Mine
Mejora de la rectitud del orificio
El cuerpo de la barra, de gran resistencia a la fatiga por flexión, se desvía menos bajo cargas excéntricas en terrenos quebrados o laminados, lo que contribuye a obtener barrenos más rectos y a mejorar la uniformidad de la fragmentación de la voladura.
Reducción del coste total por contador
Menos cambios de broca, menos averías del varillaje y mayores intervalos de reafilado se combinan para reducir el coste total de perforación por metro, la métrica que determina en última instancia el valor económico de cualquier inversión en herramientas de perforación.
Conclusión: El horno determina el campo
El tratamiento térmico no es una opción de valor añadido en la fabricación de herramientas de perforación de rocas: es el proceso que determina si una herramienta es un componente de ingeniería de precisión o una mercancía prescindible. En RockHound, nuestro compromiso con un ciclo de cementación en caja de 20 horas - aplicado a 45CrNiMoV cuerpos de bits de botón y 23CrNi3Mo de los cuerpos de las barras de perforación a través de sus respectivos protocolos a medida- refleja nuestra comprensión de la física de fallos específica que debe superar cada componente.
Si está evaluando herramientas de perforación basándose en el precio de compra por unidad en lugar del coste por metro, le animamos a que solicite especificaciones de tratamiento térmico a cada proveedor que considere: en concreto, la profundidad efectiva de la caja, la dureza superficial, la dureza del núcleo y el grado de aleación utilizado para cada tipo de componente.
¿Está listo para reducir su coste por metro perforado?
PREGUNTAS FRECUENTES
El endurecimiento en toda la superficie aumenta la dureza uniformemente en toda la sección transversal, lo que maximiza la dureza superficial pero reduce significativamente la tenacidad del núcleo y la resistencia al impacto. La cementación en caja endurece selectivamente la superficie al tiempo que preserva la tenacidad del núcleo, que es el enfoque correcto para los componentes sometidos a impactos, como las brocas y las varillas de perforación.
Las brocas de botón fallan principalmente por el desgaste de la superficie y la pérdida del botón de metal duro, por lo que requieren la máxima dureza de la caja y resistencia al desgaste, de ahí la calidad 45CrNiMoV con alto contenido en carbono. Las varillas de perforación fallan principalmente por fatiga de flexión y fatiga de la rosca, por lo que requieren una gran tenacidad del núcleo y resistencia a las grietas por fatiga, de ahí la calidad 23CrNi3Mo con mayor contenido en níquel y menor contenido en carbono. Utilizar la misma aleación para ambos casos obligaría a un compromiso de materiales que no optimizaría ninguno de los componentes.
El 20CrMnTi es un acero de cementación en caja ampliamente utilizado con un rendimiento adecuado en aplicaciones de menor demanda. Sin embargo, su menor templabilidad limita la profundidad de cementación efectiva en secciones transversales más grandes, y la ausencia de Mo y V da como resultado una menor resistencia a la fragilización por revenido y una estructura de grano más grueso en ciclos de carburación prolongados. El 45CrNiMoV ofrece mayor resistencia al desgaste, mayor templabilidad y mejor comportamiento a la fatiga para aplicaciones de perforación con martillo en cabeza de alto impacto.
La geometría de la rosca concentra la tensión en las raíces de la rosca durante la rotación y el impacto. Una caja poco profunda que termina cerca de la raíz de la rosca proporciona un soporte insuficiente contra la iniciación de grietas por fatiga. Una caja profunda (≥1,5 mm de ECD en las zonas roscadas) garantiza que la zona de alta dureza sometida a esfuerzos de compresión se extienda muy por debajo de la geometría de la raíz de la rosca, donde se producen los picos de tensión, lo que prolonga significativamente la vida útil de las conexiones roscadas y reduce el riesgo de caída de la varilla.