Por qué es fundamental el tratamiento térmico de los botones roscados
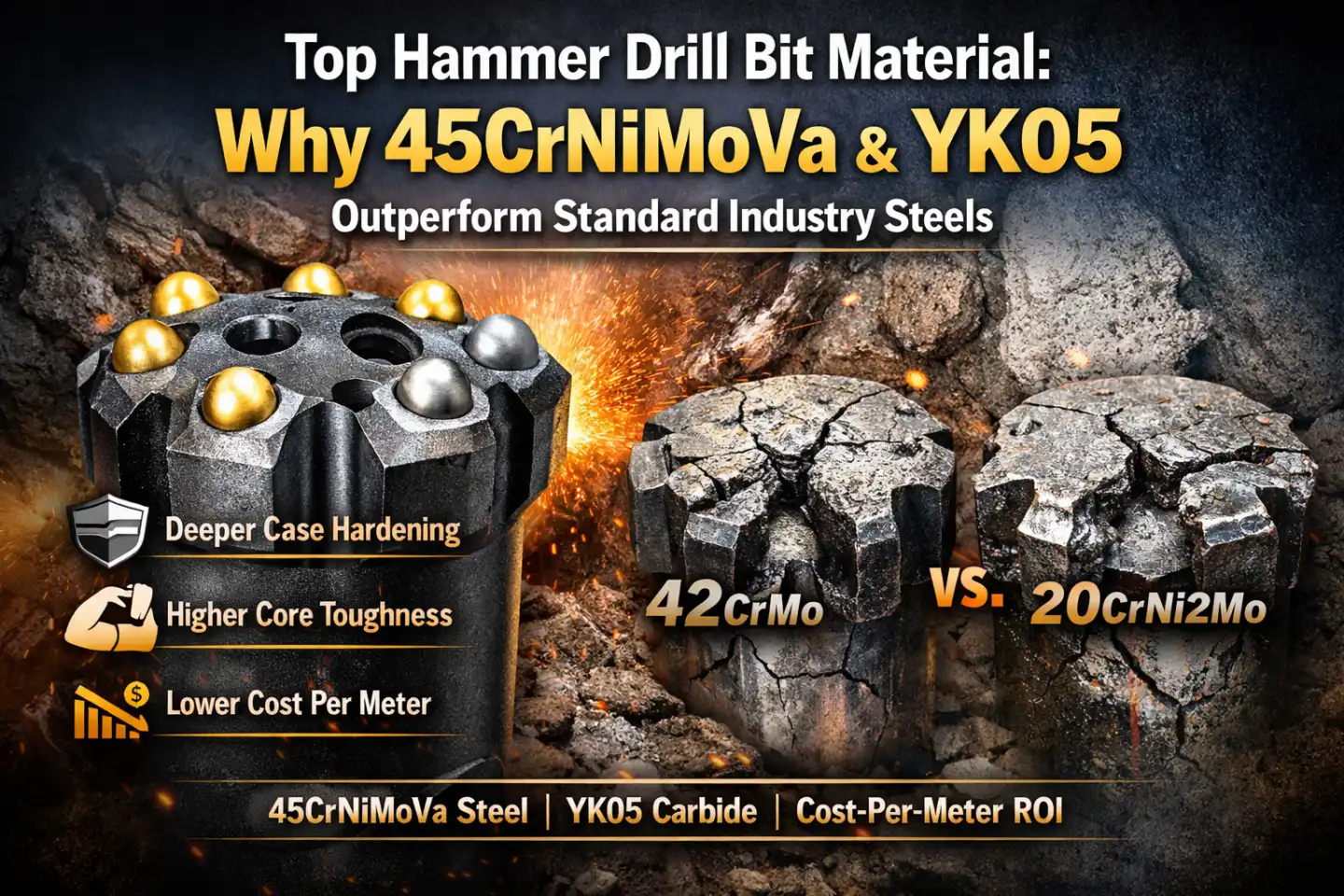
En perforación de rocas de alto impacto, brocas de botón roscadas soportar simultáneamente esfuerzos de compresión extremos, desgaste abrasivo y cargas dinámicas cíclicas. El cuerpo de la broca debe presentar una característica “dura pero tenaz”: alta dureza superficial para resistir el desgaste, combinada con una excelente tenacidad del núcleo para suprimir la iniciación y propagación de grietas por fatiga.
Para Acero aleado 45CrNiMoV - El ciclo de tratamiento térmico es el factor más decisivo que rige la vida útil en el campo.

Tratamiento térmico previo y preparación del material
1. Consistencia del material y verificación de lotes
Aunque el 45CrNiMoV es la opción preferida para las brocas de alto rendimiento debido a su excepcional templabilidad, cada lote entrante debe verificarse en función de las tolerancias de composición química especificadas, especialmente en lo que respecta al contenido de cromo, níquel, molibdeno y vanadio.
Nota de sustitución: Al utilizar 42CrMo como grado alternativo, los parámetros de temperatura de temple y velocidad de enfriamiento deben recalibrarse para tener en cuenta el menor carbono equivalente y la menor profundidad de templabilidad.
2. Tratamiento térmico preliminar: Normalizado o recocido isotérmico
Antes del endurecimiento final, las piezas brutas forjadas deben someterse a Normalización o Recocido isotérmico para refinar los granos dendríticos gruesos heredados del proceso de forja y aliviar las tensiones residuales de forja.
Punto clave: Un recocido previo adecuado mejora directamente la rosca maquinabilidad y garantiza una respuesta de austenitización homogénea y predecible durante el enfriamiento final, reduciendo la dispersión de la dureza en un lote de producción.
3. Descontaminación de superficies

Todas las incrustaciones de óxido, lubricantes industriales y residuos de refrigerante de mecanizado deben eliminarse antes de cargar el horno. La contaminación superficial residual es una de las principales causas de puntos blandos (zonas localizadas de dureza inadecuada), superficie descarburización (pérdida de carbono que debilita críticamente la piel del cuerpo de la broca), y distribución no uniforme de la dureza debido a la deficiente transferencia de calor.
Tratamiento térmico de 20 horas:Proceso de fabricación de brocas para perforación de rocas
Calefacción de precisión y control de la atmósfera
1. Tecnología de hornos de atmósfera controlada
El calentamiento en horno abierto es incompatible con los requisitos de calidad de las herramientas de perforación de rocas de la competencia mundial. Las opciones recomendadas incluyen hornos de vacío (máxima calidad, descarburación cero, ideal para geometrías de rosca con tolerancias estrechas) y hornos polivalentes de templado estanco (atmósfera endotérmica protectora, norma industrial para la producción en volumen). Ambos eliminan oxidación y descarburización, preservando la precisión dimensional de la rosca y la integridad del carbono superficial.
2. Temperatura de austenitización (temple): 850°C - 920°C
En el caso del 45CrNiMoV, debe respetarse estrictamente la ventana de temperatura de austenitización. Se trata del parámetro más crítico del proceso en toda la secuencia de tratamiento térmico.
| Temperatura | Valor |
|---|---|
| Límite inferior (Austenitización mín.) | 850°C |
| Alcance óptimo de trabajo | 870°C - 900°C |
| Límite superior (techo duro) | 920°C |
Riesgo de sobrecalentamiento: Temperaturas sostenidas superiores a 920°C causar una rápida engrosamiento del grano de austenita (crecimiento del grano). Esto es irreversible durante el enfriamiento posterior y se manifiesta como una marcada reducción de la tenacidad al impacto, lo que puede provocar una fractura prematura del vástago bajo cargas dinámicas de perforación.
3. Protocolo de calentamiento por etapas
Debido a la complejidad geométrica de las brocas de botón roscadas -con orificios de enjuague, ranuras de alivio de rosca y secciones transversales variables-, la carga directa en un horno de alta temperatura crea gradientes térmicos severos y corre el riesgo de deformación o incluso de agrietamiento por choque térmico antes de que comience el ciclo principal.
Etapa de precalentamiento: Calentar lentamente a 550°C - 650°C y se mantiene para igualar la temperatura antes de pasar a la temperatura final de austenización. De este modo se eliminan los gradientes térmicos transversales pronunciados y se evitan agrietamiento por distorsión.
Dinámica de enfriamiento
1. Selección del medio de enfriamiento
Aceite de enfriamiento rápido (recomendado): El estándar de la industria para 45CrNiMoV. Proporciona una velocidad de enfriamiento suficiente para la transformación martensítica completa, al tiempo que minimiza las tensiones de gradiente térmico que causan grietas de enfriamiento rápido en las raíces de las roscas y alrededor de los orificios de lavado.
Enfriamiento por agua (prohibido): La velocidad de extracción de calor del agua, mucho más elevada, es incompatible con la compleja geometría de las brocas de botón roscadas. Prácticamente garantiza el agrietamiento catastrófico por enfriamiento rápido en las raíces de las roscas, los bordes de los orificios de lavado y otros puntos geométricos de concentración de tensiones.
2. Agitación del baño y orientación de la broca
El aceite de temple debe circular activamente durante todo el proceso. Las brocas deben sumergirse con una orientación que permita que el aceite fluya libremente a través de la broca. orificios de descarga. Las bolsas de aceite estancado crean barreras de vapor localizadas (Wiki:Efecto Leidenfrost), lo que da lugar a puntos blandos y a una falta de uniformidad de la dureza que comprometen la resistencia a la fatiga.

La fase de templado: Encontrar el "punto dulce"
1. La regla de las 4 horas
El templado debe comenzar en las 4 horas siguientes a la finalización del enfriamiento rápido. La estructura de martensita templada contiene tensiones residuales extremadamente altas. Retrasar el revenido más allá de esta ventana crítica permite que estas tensiones se acumulen y se liberen como agrietamiento longitudinal retardado (quench) - un modo de fallo que puede manifestarse varias horas después del temple, incluso en una pieza que parecía intacta en el tanque de temple.
2. Evitar la fragilización por temperatura
45CrNiMoV es susceptible de Fragilización por revenido cuando se mantiene o se enfría lentamente en el intervalo de 350°C a 500°C. Este fenómeno provoca una reducción significativa de la tenacidad de entalla (ScienceDirect:Energía de impacto Charpy) sin ningún cambio visible en la dureza, lo que lo convierte en un modo de fallo especialmente insidioso.
| Parámetro | Especificación |
|---|---|
| Microestructura del objetivo | Sorbita homogénea templada |
| Temperatura óptima de templado | > 550°C (Revenido a alta temperatura) |
| Dureza objetivo | HRC 44 - 48 |
Dureza objetivo Justificación: HRC 44-48 representa el óptimo de ingeniería para la perforación de rocas - proporcionando el mejor equilibrio entre resistencia a la fatiga (resistencia a la iniciación cíclica de grietas) y resistencia al impacto (absorción de la energía de choque sin fractura frágil). Una dureza superior a HRC 50 introduce una fragilidad excesiva; los valores inferiores a HRC 42 sacrifican la resistencia crítica al desgaste abrasivo.
Gestionar el estrés Concentraciones
El diseño geométrico del cuerpo de la broca influye directamente en los resultados del tratamiento térmico y debe controlarse activamente:
Transiciones de radio (filetes): Todas las esquinas internas afiladas, especialmente en las ranuras de alivio de rosca y en las entradas de los orificios de lavado, deben incorporar filetes de radio generoso. Los ángulos agudos concentran la tensión en factores de 2 a 5 veces y son los lugares preferidos para la aparición de grietas por enfriamiento rápido.
Raíz de la rosca Acabado superficial: Un acabado superficial fino (Ra ≤ 1,6 μm) en la zona de la raíz de la rosca minimiza las concentraciones de tensión en micromuescas que pueden nuclear grietas por fatiga bajo cargas cíclicas, incluso en una pieza con un tratamiento térmico correcto.
Lista de control de la garantía de calidad
| Parámetro de prueba | Especificación / Requisito | Prioridad |
|---|---|---|
| Uniformidad de la dureza | Ensayo Rockwell multipunto (zona de la rosca frente a zona de la cara). Desviación admisible: ±2 HRC dentro de una misma pieza. | Crítica |
| Verificación microestructural | Examen metalográfico que confirma la existencia de sorbita templada homogénea. No se permiten islas de austenita retenida ni zonas de martensita sin templar. | Crítica |
| Profundidad de descarburación | Deben permanecer dentro de las tolerancias de la industria: normalmente < 0,1 mm profundidad efectiva de la capa descarburada en todas las superficies críticas. | Requerido |
| Ensayos no destructivos (END) | Inspección por partículas magnéticas (MPI / MT) para detectar grietas superficiales y cercanas a la superficie en raíces de roscas y orificios de lavado. | Requerido |
| Inspección dimensional | Inspección del calibre de la rosca (Go/No-Go) tras el tratamiento térmico para confirmar la estabilidad dimensional después del tratamiento térmico. | Requerido |
Conclusión
Para los fabricantes de Herramientas de perforación de rocas, El tratamiento térmico de las brocas de botón roscadas de 45CrNiMoV es una disciplina de ingeniería de precisión. Mediante el control de la atmósfera del horno, el respeto del límite máximo de temperatura de austenización, la selección del medio de temple correcto y la ejecución del revenido dentro del intervalo crítico de 4 horas, los fabricantes pueden lograr la microestructura de sorbita revenida que ofrece el equilibrio óptimo entre dureza y tenacidad, y maximizar la vida útil sobre el terreno.
Productos relacionados
PREGUNTAS FRECUENTES
El intervalo de temperaturas de austenitización recomendado es de 850°C a 920°C, con un intervalo de trabajo óptimo de 870-900°C. Superar los 920 °C provoca un engrosamiento irreversible del grano de austenita que reduce significativamente la tenacidad al impacto y aumenta el riesgo de fractura del vástago bajo cargas dinámicas de perforación.
El revenido debe comenzar en las 4 horas siguientes a la finalización del enfriamiento rápido. Si se retrasa más allá de este plazo, se acumulan tensiones de martensita sin templar, lo que aumenta significativamente el riesgo de fisuración longitudinal retardada.
El objetivo estándar de la industria para el 45CrNiMoV es el HRC 44-48, que proporciona el equilibrio óptimo entre resistencia a la fatiga y tenacidad al impacto para las exigentes aplicaciones de perforación de rocas.
El aceite de temple rápido proporciona un enfriamiento suficiente para la transformación martensítica completa, manteniendo al mismo tiempo tensiones de gradiente térmico manejables. La tasa de extracción de calor del agua, mucho más elevada, prácticamente siempre provoca grietas de enfriamiento catastróficas en la compleja geometría de las brocas roscadas.
Un ciclo satisfactorio produce Sorbita templada (martensita finamente templada) en toda la sección transversal. La presencia de austenita retenida, martensita no revenida o manchas de bainita indica una desviación del proceso que requiere una investigación antes de la liberación del lote.