Índice
Introducción
Barras de perforación cónicas son la columna vertebral de los sistemas manuales de perforación de rocas, ampliamente utilizados en minería, canteras, túneles y voladuras de construcción. Diseñados para transmitir la energía de percusión de la perforadora a la broca a través de una interfaz cónica autoblocante, ofrecen una ventaja operativa decisiva: cambio rápido de brocas sin conexiones roscadas, La herramienta es ideal para trabajos ligeros y perforaciones cortas.
A pesar de su simplicidad mecánica, las barras de perforación cónicas están sujetas a una serie de fallos que, si no se solucionan, se traducen directamente en una reducción de la productividad. Índice de penetración (PR), El aumento de los costes de los consumibles y los costosos tiempos de inactividad.
En RockHound, Trabajamos en estrecha colaboración con contratistas de perforación, ingenieros de minas y operadores de canteras de todo el mundo. Basada en datos de campo y análisis de ingeniería de materiales, esta guía identifica las los cinco modos de fallo más críticos de las barras de perforación cónicas, explica sus causas fundamentales utilizando terminología precisa del sector y ofrece soluciones prácticas y probadas sobre el terreno.
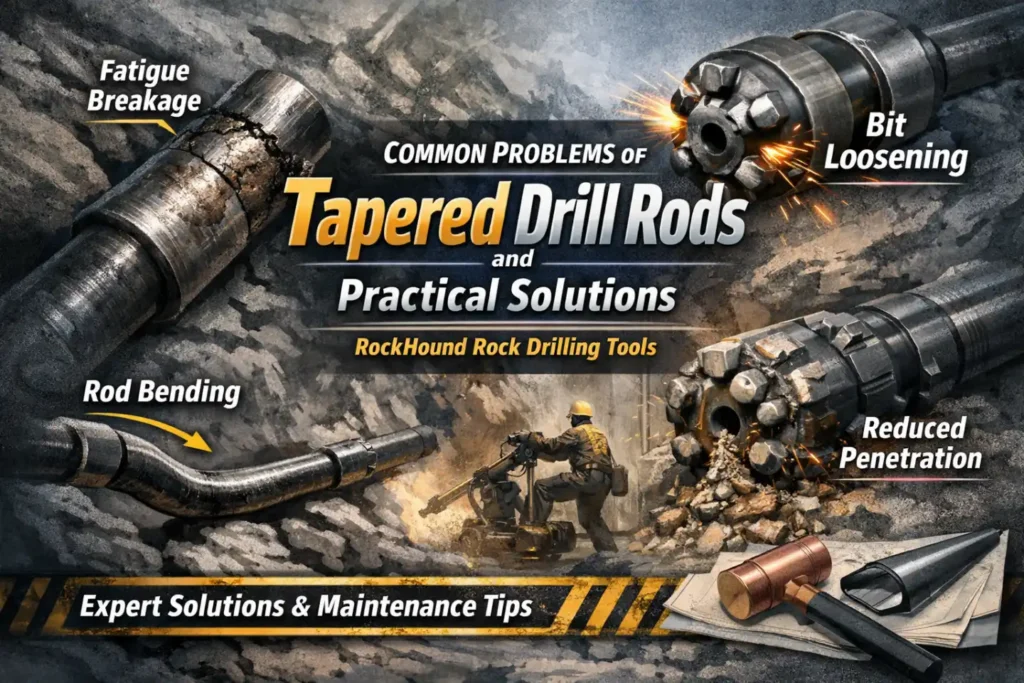
Referencia rápida: Modos de fallo de las barras de perforación cónicas de un vistazo
| Problema | Causa principal | Mandato profesional | Solución rápida |
|---|---|---|---|
| Desgaste de la conexión cónica | Ángulos desajustados / Contaminación abrasiva | Desgaste del cono / Fricción de la interfaz | Emparejar ángulos cónicos de 7°/11°/12°; limpiar bien las superficies cónicas antes del montaje; aplicar antiagarrotamiento si se recomienda |
| Doblado de varillas | Presión de alimentación excesiva / collarín deficiente | Desviación axial / Esfuerzo de pandeo | Reducir la fuerza de avance en el arranque; utilizar varilla de arranque o tubo guía; garantizar una alineación y una técnica de collarín adecuadas. |
| Aflojamiento de brocas | Asentamiento previo insuficiente / Superficies cónicas desgastadas | Deslizamiento del cono / pérdida en el orificio | Preasentar la broca con un mazo de cobre o ligeros golpes de martillo; sustituir inmediatamente los componentes del cono desgastados; comprobar periódicamente el estado del cono. |
| Rotura de varilla | Fatiga del metal / Cocción en vacío / Corrosión | Propagación de grietas por fatiga / Fatiga por percusión | Evitar la cocción en vacío; utilizar varillas de acero de alta aleación de primera calidad; inspeccionar las roscas y el cuerpo con regularidad; mantener una lubricación adecuada. |
| Índice de penetración reducido | Orificio de purga obstruido / Plaquitas de metal duro embotadas | Índice de penetración (PR) Caída / Pérdida de eficacia de lavado | Limpiar los orificios de lavado con aire comprimido/agua; reafilar o sustituir los botones de carburo desafilados/desgastados; supervisar la ROP y el estado de la broca. |
1. Desgaste prematuro de la conexión cónica
El problema
Desgaste excesivo del vástago cónico macho (lado de la varilla) o asiento cónico hembra (lado de la broca) es el modo de fallo más frecuente en los sistemas de perforación cónicos. A medida que las superficies de contacto se degradan, el ajuste de la interfaz se afloja, produciendo una condición que los ingenieros denominan Pérdida por transferencia de energía - el impulso percusivo de la perforadora de roca se refleja en lugar de transmitirse hacia delante en la pared rocosa.
El resultado es un ciclo compuesto: conexión floja → mayor vibración por impacto → desgaste acelerado de la superficie → mayor aflojamiento.
Terminología profesional: Desgaste del cono, fricción de la interfaz, pérdida de transferencia de energía, degradación de la tensión de contacto.

Causas profundas
- Desajuste del ángulo del cono: El uso de una broca de 7° en una varilla cónica de 11° o 12° (o viceversa) crea un contacto de línea en lugar de un contacto de superficie completo, concentrando la tensión en puntos discretos y desencadenando un desgaste por rozamiento casi de inmediato.
- Contaminación abrasiva: El polvo de roca, los finos de sílice o la arenilla atrapados en el interior del encaje cónico funcionan como un pasta abrasiva de tres cuerpos, El impacto se produce en la superficie endurecida, rayándola rápidamente con cada ciclo de impacto.
- Ciclos de bits de alta frecuencia: La extracción y reinstalación frecuentes, sobre todo cuando se realizan sin las herramientas de extracción adecuadas, dañan la integridad de la superficie e introducen estrías microscópicas.
- Tratamiento térmico inadecuado: Varillas fabricadas sin control endurecimiento por inducción de alta frecuencia en el extremo cónico carecen de la dureza superficial necesaria para resistir la fatiga por rozamiento.
Soluciones RockHound
- Cónico Normalización: Antes de cada cambio, compruebe que la designación del ángulo cónico - 7°, 11° o 12° - es idéntico tanto en la varilla como en la broca. Nunca dé por sentado que las diferentes series de conos son intercambiables. En caso de duda, utilice un calibre cónico.
- El protocolo “Clean-First”: Limpie tanto el vástago macho como el enchufe hembra con un paño limpio y seco antes de cada montaje. Incluso una fina capa de polvo abrasivo puede reducir la vida útil de la conexión en 30-50%.
- Especificar varillas templadas en superficie: Barras de perforación de origen que especifican endurecimiento por inducción de alta frecuencia en la zona cónica, con un objetivo de dureza superficial mínima de 58-62 HRC.
- Patrón de contacto del monitor: Cuando una caña es nueva, compruebe el patrón de contacto utilizando azul de ingeniero (azul de Prusia). Un contacto en toda la superficie a lo largo de ≥70% de la longitud del cono indica que el par está bien emparejado.
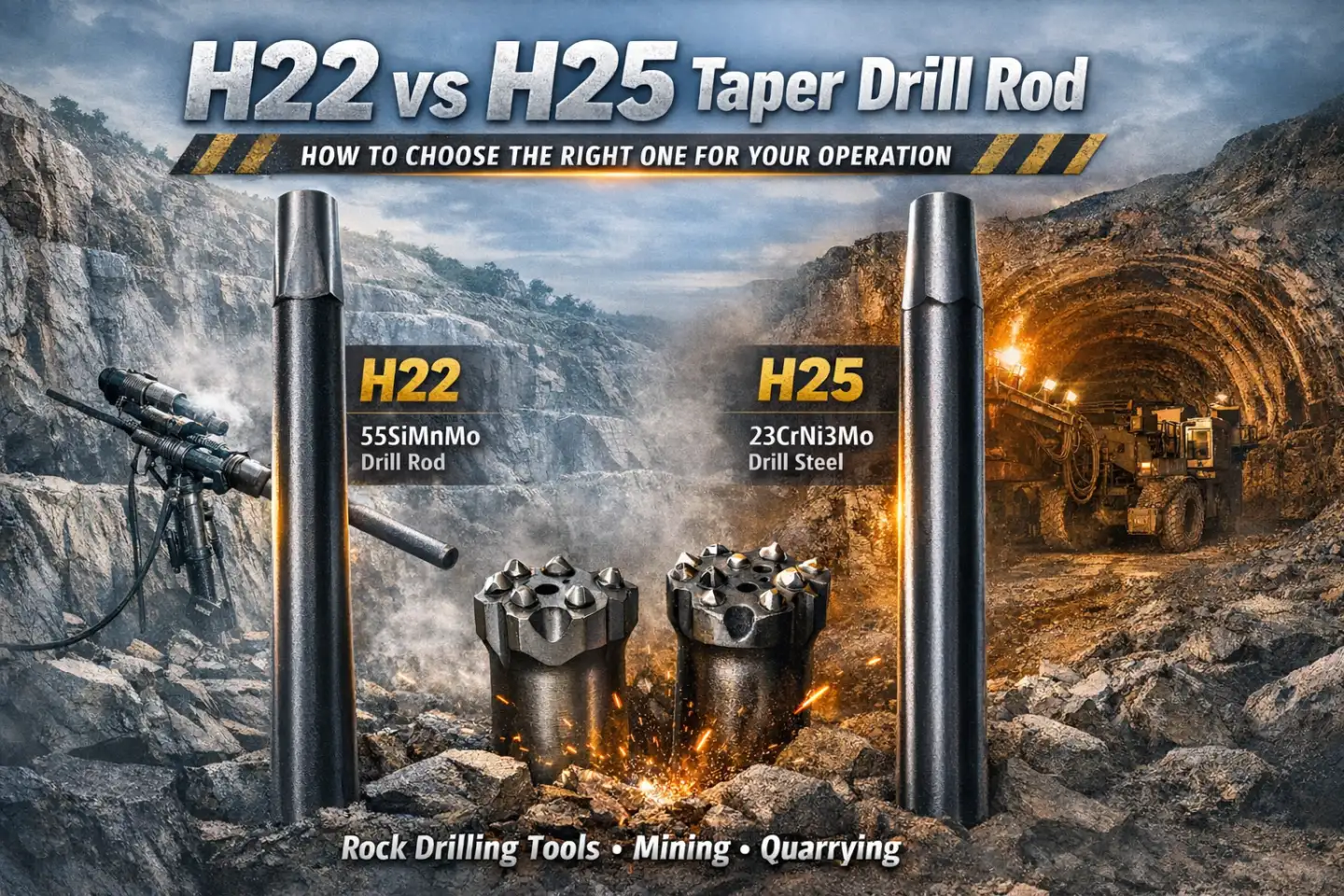
Nota de RockHound: Nuestras barras de perforación cónicas se fabrican a partir de Acero aleado 23CrNi3Mo(Conpare With Sanbar 64) con un proceso controlado de carburación y endurecimiento por inducción, que proporciona la dureza superficial y la tenacidad necesarias para resistir el desgaste del cono en entornos de roca dura de alta abrasión.
2. Flexión de la barra de perforación y desviación axial
El problema
Una barra de perforación que pierde su rectitud geométrica crea una cascada de problemas operativos: agujeros de explosión torcidos que se desalinean con el patrón de perforación, aumentan fricción de la pared de la perforación que sobrecalienta la varilla y la broca, y en última instancia fallo por fatiga causada por las tensiones de flexión cíclicamente inversas impuestas a un eje desviado bajo rotación e impacto.
Incluso una curvatura tan pequeña como 2-3 mm en una varilla de 1.200 mm de longitud puede reducir la vida útil en más de 50% en aplicaciones de roca dura.
Terminología profesional: Desviación axial, pandeo lateral, tensión de pandeo, rectitud del agujero, fatiga por flexión.

Causas profundas
- Presión de alimentación excesiva (sobrealimentación): La aplicación de una fuerza de avance superior a la capacidad de empuje especificada de la broca provoca que la varilla abrochar lateralmente (“serpiente”) dentro del agujero, sobre todo en los primeros metros del collar.
- Errores de collarín: Iniciar la perforación en una pared rocosa irregular, fracturada o inclinada sin reducir la potencia de impacto permite que la punta de la varilla se desvíe antes de que se estabilice la broca.
- Selección incorrecta de la longitud de la varilla: Perforación con una varilla larga (por ejemplo, 2.400 mm) desde la superficie - en lugar de comenzar con un varilla de arranque (acero guía) de 600-800 mm- deja la varilla sin apoyo en una longitud libre excesiva, lo que aumenta considerablemente el riesgo de pandeo.
- Formaciones rocosas fracturadas o anisótropas: La perforación a través de huecos, filones de arcilla o rocas muy fracturadas puede provocar una carga lateral repentina que desvíe la varilla.
Soluciones RockHound
- Fuerza de alimentación calibrada (alimentación emparejada): Ajuste la presión de avance de la perforadora para que coincida con la resistencia a la compresión de la roca medida. Como regla general, la fuerza de avance no debe ser superior a 50-60% del empuje nominal de la perforadora durante la colocación del collarín. Aumentar progresivamente una vez que la broca esté totalmente estabilizada.
- Protocolo obligatorio de varilla de arranque: Comience siempre cada hoyo con un acero guía más corto o varilla de arranque (normalmente 600 mm) para establecer una alineación angular correcta y proteger la varilla de longitud completa de la desviación del primer metro.
- Inspección de rectitud previa al turno: Haga rodar todas las varillas sobre una superficie plana (una placa de acero o un suelo de hormigón funcionan bien). Toda varilla que muestre un “bamboleo” visible -que indique un arqueo de >1 mm/m- debe ser retirado del servicio inmediatamente. Enderezar varillas dobladas en frío introduce tensiones residuales y no se recomienda; el recalentamiento destruye el tratamiento térmico.
- Selección correcta de la varilla en función de la profundidad: Adapte la longitud de la varilla a la profundidad del orificio. Para barrenos de menos de 1,5 m, utilice una barra de perforación corta específica. Para barrenos progresivamente más profundos, empiece con una corta y extiéndala.
3. Aflojamiento de la broca y deslizamiento del cono
El problema
La conexión cónica se basa en un ajuste de interferencia - la broca se empuja sobre el cono del vástago hasta que la fricción entre las superficies de contacto es suficiente para transmitir tanto el par como la fuerza de retracción axial. Cuando esta interferencia es insuficiente, la broca gira libremente sobre el vástago durante la carrera de retracción (pull-back), o se desprende por completo, dejando un Perdida en el agujero (LIH) situación que requiera costosas operaciones de pesca o el abandono del agujero.
Terminología profesional: Deslizamiento del cono, fallo de ajuste por interferencia, impacto secundario, pérdida en el orificio (LIH).
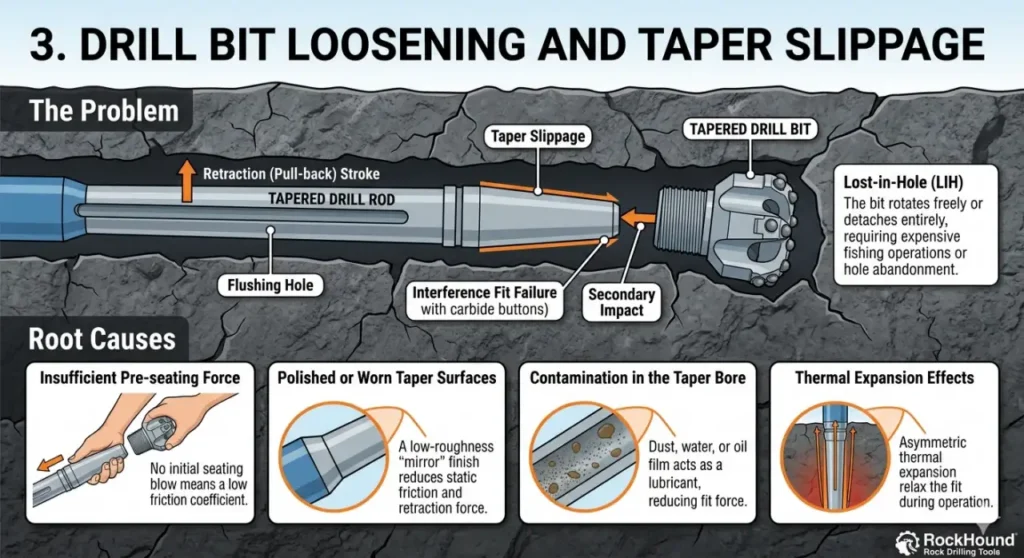
Causas profundas
- Fuerza de preasentamiento insuficiente: El simple empuje manual de la broca sobre el cono no genera la interferencia necesaria. Sin un golpe inicial de asentamiento, el coeficiente de fricción es demasiado bajo para resistir las fuerzas de retracción.
Superficies cónicas pulidas o desgastadas: Las superficies que han sufrido un desgaste importante desarrollan un acabado “espejo” de baja rugosidad, lo que reduce drásticamente el coeficiente de fricción estática y la fuerza de retracción disponible.
- Contaminación en el taladro cónico: El polvo, el agua o la película de aceite en el encaje cónico actúan como lubricante, reduciendo la fuerza de ajuste por interferencia.
- Efectos de la expansión térmica: En perforaciones profundas o en roca caliente, la dilatación térmica asimétrica entre el vástago de la barra y el cuerpo de la broca puede relajar el ajuste de interferencia durante el funcionamiento.
Soluciones RockHound
- Golpe de asiento previo obligatorio: Antes de poner en marcha el taladro, dé un golpe firme y único a la broca utilizando un mazo de cobre o latón - nunca de acero contra acero, ya que se corre el riesgo de que las superficies endurecidas se astillen. El objetivo es producir una ligera deformación de interferencia que bloquee el cono en los ciclos de impacto iniciales.
- Inspección del estado de la superficie: Inspeccione las superficies cónicas en busca de pulido, estrías o corrosión antes de cada montaje. Una superficie ligeramente texturada y libre de óxido proporciona un coeficiente de fricción óptimo. Sustituya cualquier varilla o broca que presente una zona de contacto pulida.
- Limpieza de orificios cónicos: Elimine todos los residuos y la humedad de la toma cónica hembra antes de instalar la broca. Lo ideal es aire comprimido; evite los lubricantes en la interfaz cónica.
- Compensación térmica en aplicaciones de rocas calientes: En entornos geotérmicos o de roca dura profunda donde la temperatura de la roca supere los 60°C, asiente la broca con fuerza adicional y verifique la estanqueidad después de los primeros 30-50 cm de perforación.
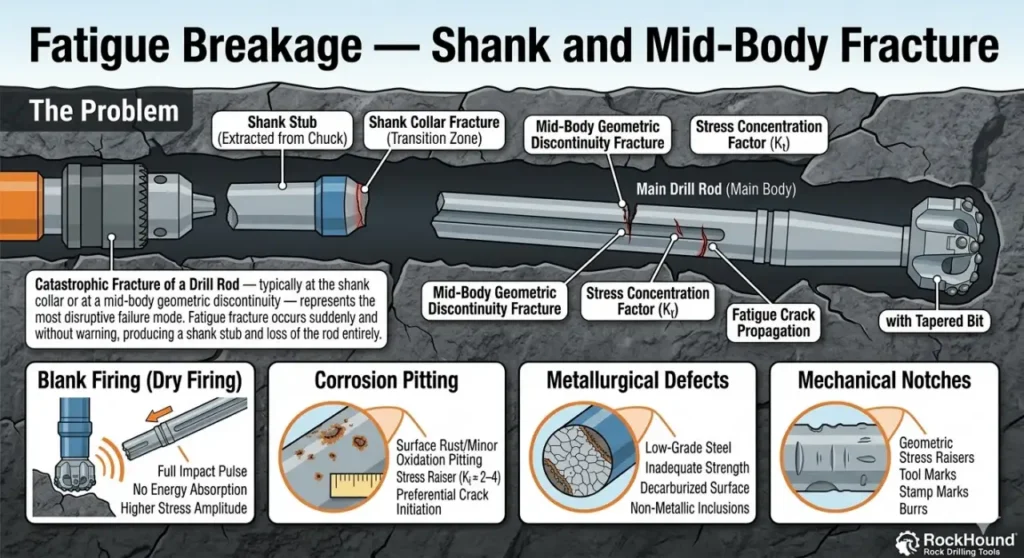
4. Rotura por fatiga - Fractura del vástago y del cuerpo medio
El problema
La conexión cónica se basa en un ajuste de interferencia - la broca se empuja sobre el cono del vástago hasta que la fricción entre las superficies de contacto es suficiente para transmitir tanto el par como la fuerza de retracción axial. Cuando esta interferencia es insuficiente, la broca gira libremente sobre el vástago durante la carrera de retracción (pull-back), o se desprende por completo, dejando un Perdida en el agujero (LIH) situación que requiera costosas operaciones de pesca o el abandono del agujero.
Terminología profesional: Deslizamiento del cono, fallo de ajuste por interferencia, impacto secundario, pérdida en el orificio (LIH).
Causas profundas
- Fuerza de preasentamiento insuficiente: El simple empuje manual de la broca sobre el cono no genera la interferencia necesaria. Sin un golpe inicial de asentamiento, el coeficiente de fricción es demasiado bajo para resistir las fuerzas de retracción.
- Superficies cónicas pulidas o desgastadas: Las superficies que han sufrido un desgaste importante desarrollan un acabado “espejo” de baja rugosidad, lo que reduce drásticamente el coeficiente de fricción estática y la fuerza de retracción disponible.
- Contaminación en el taladro cónico: El polvo, el agua o la película de aceite en el encaje cónico actúan como lubricante, reduciendo la fuerza de ajuste por interferencia.
- Efectos de la expansión térmica: En perforaciones profundas o en roca caliente, la dilatación térmica asimétrica entre el vástago de la barra y el cuerpo de la broca puede relajar el ajuste de interferencia durante el funcionamiento.
Soluciones RockHound
- Política de tolerancia cero de disparos en blanco: Formar a los operarios para que nunca accionen el martillo perforador sin que se haya confirmado el contacto entre la broca y la roca. En la perforación mecanizada, utilice enclavamientos de presión de avance cuando estén disponibles.
- Almacenamiento y manipulación anticorrosión: Después de cada turno, limpie las varillas y aplique una fina capa de aceite antioxidante (SAE 30 o equivalente). Almacenar en un lugar seco y ventilado, en estantes adecuados, nunca directamente sobre el suelo húmedo. Deseche cualquier varilla con picaduras visibles.
- Especifique acero aleado de primera calidad: Especifique barras de perforación fabricadas con 23CrNi3Mo, 25CrMo, o aceros aleados de alto grado equivalentes - materiales con un historial demostrado de alta resistencia a la fatiga y tenacidad bajo carga percusiva. Exija certificados de fábrica siempre que sea posible.
- Protocolo de inspección visual de la fatiga: Antes de cada turno, inspeccione las varillas con buena iluminación para detectar grietas finas que irradia del filete del vástago o de cualquier irregularidad de la superficie. Merece la pena invertir en una lupa de 10 aumentos. Cualquier varilla que presente grietas superficiales debe retirarse inmediatamente.
Nota de RockHound: Todas las barras de perforación cónicas RockHound se fabrican con Acero aleado 23CrNi3Mo y someterse a una carburación → temple → revenido ciclo de tratamiento térmico, verificado mediante pruebas de dureza en cada lote de producción, para ofrecer la vida a fatiga exigida por la perforación percusiva de alta intensidad.
[Lectura relacionada:Proceso de fabricación de barras de perforación cónicas]
5. Velocidad de penetración reducida (baja eficacia de perforación)
El problema
Cuando un equipo de perforación está en marcha pero Índice de penetración (PR) y el tipo de roca no ha cambiado, debe sospecharse una causa mecánica antes de atribuir el problema a la dureza de la formación. Un PR bajo aumenta directamente el coste por metro y a menudo indica que se está desarrollando un problema en la herramienta que, si no se soluciona, provocará un fallo más grave.
Terminología profesional: Índice de penetración (PR), eficacia de lavado, atenuación de energía, plano de desgaste de la broca, energía específica (SE).
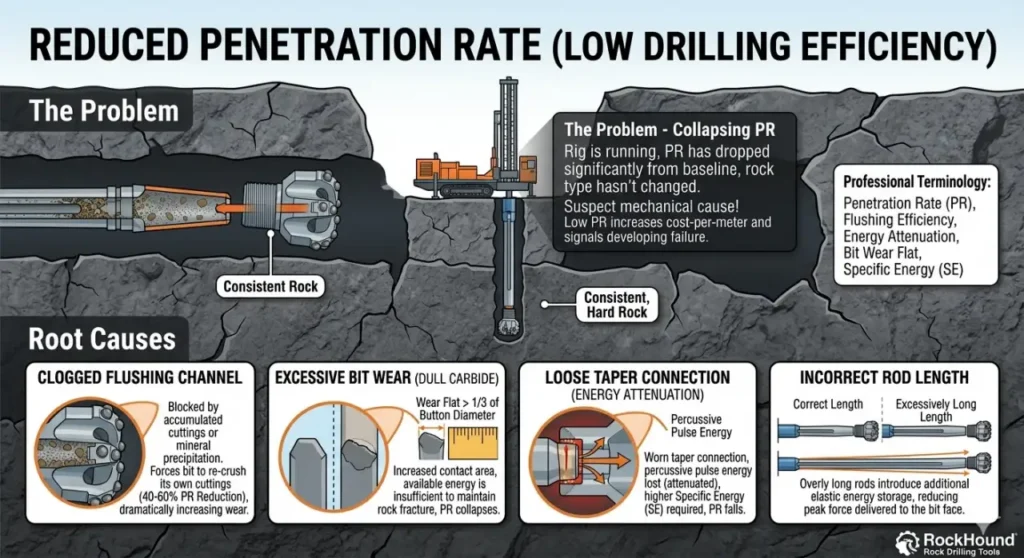
Causas profundas
- Canal de descarga obstruido: El centro taladro de lavado por agua o aire de la varilla o de la broca está bloqueada por los recortes de roca acumulados o la precipitación mineral. Sin un lavado eficaz del pozo, la barrena vuelve a triturar sus propios recortes, una situación que puede reducir la PR en 40-60% y aumentar drásticamente el desgaste de la barrena.
- Desgaste excesivo de la broca (carburo embotado): Cuando el desgaste plano en los insertos de carburo de tungsteno excede un tercio (1/3) del diámetro del botón, el área de contacto entre la broca y la roca ha aumentado hasta el punto en que la energía de perforación disponible es insuficiente para mantener la fractura de la roca, y el PR colapsa.
- Conexión cónica suelta (atenuación de energía): Como se describe en la sección 1, una conexión cónica desgastada atenúa el impulso percusivo. La dirección Energía específica (SE) necesaria para romper la roca es mayor, y la RP cae en consecuencia.
- Longitud de varilla incorrecta: Las varillas excesivamente largas introducen almacenamiento elástico de energía, reduciendo la fuerza máxima aplicada a la cara de la broca.
Soluciones RockHound
- Verificación del sistema de lavado: Al comienzo de cada turno, verifique que el tubo de lavado de la perforadora de rocas esté intacto y suministre la presión de aire o agua adecuada (objetivo: ≥ 4 bar para lavado con aire; ≥ 2 bar para lavado con agua.). Compruebe que los orificios de lavado de la barrena están despejados; utilice una sonda de cable si es necesario.
- Control del desgaste de la broca y programa de rectificado: Medir el diámetro del plano de desgaste con un calibre. Volver a encuadernar o sustituir insertos de carburo de tungsteno cuando el plano de desgaste supere 1/3 del diámetro nominal del botón. En rocas duras y abrasivas, establezca un intervalo de rectificado rutinario basado en los metros perforados en lugar de esperar a que se produzca un descenso visible del PR.
- Comprobación de la integridad de la conexión cónica: Confirme que la conexión entre el vástago y la punta está bien apretada. A menudo, un cono flojo se diagnostica erróneamente como “roca dura”, cuando en realidad es un problema de la herramienta.
- Adapte la longitud de la varilla a la aplicación: Para orificios poco profundos (< 2 m), utilice siempre la varilla adecuada más corta para minimizar las pérdidas elásticas.
Prácticas recomendadas para el mantenimiento de las barras de perforación cónicas
Un mantenimiento eficaz es la inversión más rentable en la gestión de herramientas de perforación cónicas. La aplicación sistemática de los siguientes protocolos de campo reducirá el gasto en consumibles, prolongará la vida útil de la herramienta y mejorará la eficiencia de la perforación.
Lista de comprobación de la inspección previa al turno:
- Inspeccione visualmente todas las varillas para detectar grietas finas, picaduras graves y deformaciones geométricas (prueba de rodadura).
- Comprobar si las superficies cónicas están desgastadas, pulidas o sucias.
- Comprobar que el orificio de lavado está limpio (soplar con aire comprimido)
- Confirmar la coincidencia del ángulo del cono de la biela antes del montaje
Durante la perforación:
- Nunca dispare en vacío el martillo perforador
- Aplique una fuerza de avance calibrada en función del tipo de roca: no alimente en exceso.
- Siempre collar con una varilla de arranque en rocas frescas
- Supervisar el PR; cualquier descenso inexplicable justifica una inspección inmediata.
Manejo posterior al turno:
- Limpiar todas las superficies cónicas y aplicar aceite antioxidante
- Almacenar las varillas horizontalmente en estanterías acolchadas en un entorno seco.
- Registro de metros perforados por varilla para realizar un seguimiento de la vida útil y predecir los ciclos de sustitución.
Por qué la calidad del material de las herramientas de perforación determina el coste total de propiedad
En perforación percusiva, el coste total de propiedad (TCO) de una barra de perforación no es su precio de compra, sino el coste por metro perforado a lo largo de su vida útil. Las barras de acero de aleación de alta calidad fabricadas con un tratamiento térmico controlado pueden tener un precio unitario 20-30% más alto que las alternativas genéricas, pero ofrecen sistemáticamente una vida útil entre 2 y 4 veces más larga, menos fallos en el pozo y menores costes de mano de obra al reducirse los cambios de broca y las recuperaciones de barras.
Indicadores clave de materiales que deben especificarse al adquirir barras de perforación cónicas:
- Grado de acero: 23CrNi3Mo, 55SiMnMo, o equivalente declarado con certificado de laminación
- Dureza de la superficie (zona cónica): 58-62 HRC mínimo
- Núcleo Toughness: Valor de impacto Charpy ≥ 40 J a temperatura ambiente.
- Tratamiento térmico: Ciclo completo de carburación + temple + revenido, verificado mediante pruebas por lotes.
- Tolerancia de rectitud: ≤ 1 mm/m en toda la longitud de la varilla
Acerca de RockHound
RockHound se especializa en el diseño y la fabricación de herramientas de perforación de rocas de alto rendimiento para aplicaciones de minería, canteras, voladuras de construcción y excavación de túneles. Nuestra gama de productos incluye:
- Barras de perforación cónicas - Series cónicas de 7°, 11° y 12
- Brocas cónicas - Configuraciones de botón balístico y de carburo esférico
- Aceros para perforación integral - Para una perforación manual compacta y eficaz
- Accesorios de perforación de rocas — Vástagos, acoplamientos, y componentes de lavado
Todos los productos RockHound se fabrican con acero aleado premium con tratamiento térmico documentado e inspección de control de calidad, diseñados para ofrecer un rendimiento constante y una vida útil prolongada en entornos de perforación exigentes.
PREGUNTAS FRECUENTES
La selección del ángulo del cono depende del modelo de perforadora y de la gravedad de la aplicación. Conicidades de 7 se asocian a brocas manuales más ligeras y a formaciones rocosas más blandas, donde el menor ángulo de interferencia es suficiente para las fuerzas de retracción implicadas. Conicidades de 11° y 12 están indicados para brocas de percusión de alta resistencia que trabajan en formaciones duras y abrasivas: el ángulo más pronunciado genera una mayor fuerza de interferencia y una retención más segura de la broca bajo cargas de alto impacto. Consulte siempre la hoja de especificaciones del fabricante de la broca y haga coincidir la varilla y la broca con la misma serie cónica.
No. El enderezado en frío introduce una deformación plástica que crea una tensión de tracción residual en la fibra exterior, el lugar exacto donde se inician las grietas por fatiga. El enderezado en caliente por encima de la temperatura de revenido destruye el tratamiento térmico, reduciendo tanto la dureza como la resistencia a la fatiga. Una varilla doblada debe retirarse del servicio y sustituirse. El coste de la sustitución de la varilla es insignificante comparado con el coste de una fractura en la perforación.
El intervalo de trituración depende de la abrasividad de la roca y de la dureza de la formación. Como pauta estándar, inspeccione el desgaste plano a intervalos regulares (cada 20-30 m perforados en roca dura). Rectificar cuando el plano de desgaste alcance un tercio (1/3) del diámetro del botón. Mantener las plaquitas de metal duro afiladas reduce drásticamente el consumo específico de energía y prolonga la vida útil de la broca.
El disparo en vacío (también llamado disparo en seco) consiste en accionar el martillo perforador sin que la broca entre en contacto con la roca. En una perforación normal, la pared rocosa absorbe gran parte de cada impulso de impacto. Sin ese sumidero de energía, toda la onda de tensión se refleja a lo largo de la barra, generando amplitudes de tensión hasta 40% superiores a las cargas de funcionamiento normales. Incluso breves intervalos de disparo de la barra pueden iniciar grietas de fatiga que se propagan hasta el fallo en un solo turno.