Índice
En la perforación con martillo en cabeza, ya se trate de voladuras en bancos de superficie, explotaciones subterráneas o túneles... varilla de perforación es el conducto principal de la energía de percusión entre la perforadora de roca y el broca. Seleccionar el tipo de varilla incorrecto no sólo implica una menor velocidad de penetración, sino también un desgaste acelerado de la rosca, una fatiga prematura de la varilla, una mala rectitud del orificio y un aumento de los costes de los consumibles.
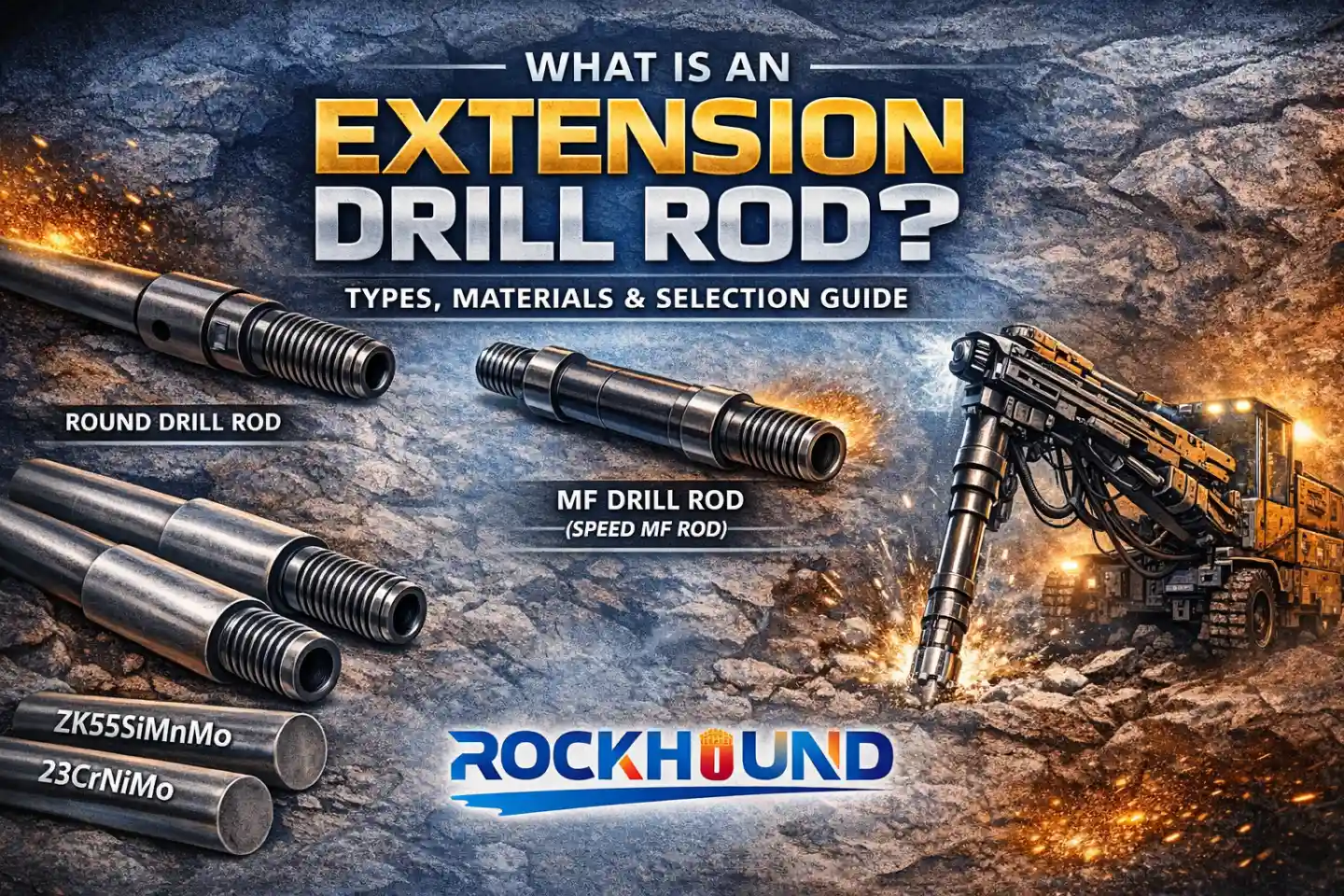
Dos configuraciones de varillas dominan el mercado: la Varilla Speed MF (varilla de perforación macho/hembra) y el Barra de perforación extensible (Ext Rod). Ambos se fabrican con el mismo material y el mismo tratamiento térmico. Sin embargo, sus diferencias funcionales son significativas y comprenderlas es la base de cualquier proceso racional de selección de barras de perforación.
Lo que comparten: La Fundación para la Calidad
Antes de examinar en qué divergen estos dos tipos de barras, es importante establecer la línea de base: una barra MF de velocidad y una barra de perforación de extensión fabricadas correctamente se construyen con una material idéntico y especificación de procesamiento. Cualquier diferencia de rendimiento entre ellos es función del diseño, no del grado de la materia prima.
Materia prima - Acero de alta aleación 23CrNiMo
Ambos tipos de barras se fabrican a partir de 23CrNiMo, es un acero de cementación de baja aleación de cromo-níquel-molibdeno ampliamente considerado como el material estándar de la industria para herramientas de perforación de rocas por percusión. Su composición de aleación ofrece una combinación crítica de propiedades que los aceros al carbono genéricos no pueden reproducir:



- Alta resistencia a la fatiga - soporta millones de ciclos de tensión percusiva sin que se inicien grietas
- Resistencia superior al impacto - absorbe cargas de choque transitorias en rocas duras y fracturadas sin fractura frágil
- Gran resistencia al desgaste - mantiene la geometría de la rosca y la integridad del cuerpo del vástago bajo carga abrasiva continua
- Profundidad de endurecimiento - el sistema de aleación Cr-Ni-Mo permite una cementación profunda y uniforme que el acero al carbono simple no puede alcanzar
La elección entre 23CrNiMo y calidades alternativas como Sanbar 64 de Sandvik implica un equilibrio entre la dureza total y la profundidad de la caja. Para una comparación metalúrgica completa, véase: Comparación de materiales de barras de perforación de rocas: 23CrNiMo vs Sanbar64
Proceso de fabricación - Extracción del agujero central
Ambos tipos de varilla se someten al proceso de extracción del orificio central, Este proceso de precisión es un requisito de calidad no negociable para las barras de taladrado de calidad profesional. Este proceso de precisión es un requisito de calidad innegociable para las barras de perforación de calidad profesional por tres razones:




- Espesor de pared uniforme - elimina las zonas de pared delgada que crean puntos de concentración de tensiones y grietas prematuras por fatiga
- Geometría concéntrica - garantiza que la varilla gire sobre su eje real, reduciendo los momentos de flexión durante la perforación y mejorando la rectitud del orificio.
- Flujo de descarga constante - un orificio centrado mantiene una resistencia hidráulica predecible para el lavado con agua y aire en toda la sarta de varillas
Lectura relacionada:
Tratamiento térmico - Carburación profunda de 20 horas
Ambos tipos de barras se someten a un Ciclo de carburación profunda de 20 horas - considerablemente más largos que los ciclos de 8-12 horas habituales en la fabricación de presupuestos. Este ciclo ampliado no es arbitrario; es el mínimo necesario para lograr un perfil de profundidad y dureza de la caja que satisfaga las exigencias de las aplicaciones de martillos en cabeza de alta resistencia:
- Dureza de la caja HRC 58-62 en la superficie del vástago y en los flancos de la rosca - resiste a la deformación de la rosca y al desgaste abrasivo de las partículas de formación arrastradas en el flujo de lavado.
- Profundidad de la caja de 1,5-2,5 mm - proporciona un margen de desgaste suficiente durante toda la vida útil de la varilla
- Núcleo duro y dúctil (HRC 35-42) - absorbe la energía de los impulsos de percusión sin propagación de grietas de la carcasa al núcleo
- Capa de tensión residual de compresión - inducido por el ciclo de carburación y enfriamiento, este estado de tensión superficial resiste activamente la iniciación de grietas por fatiga.
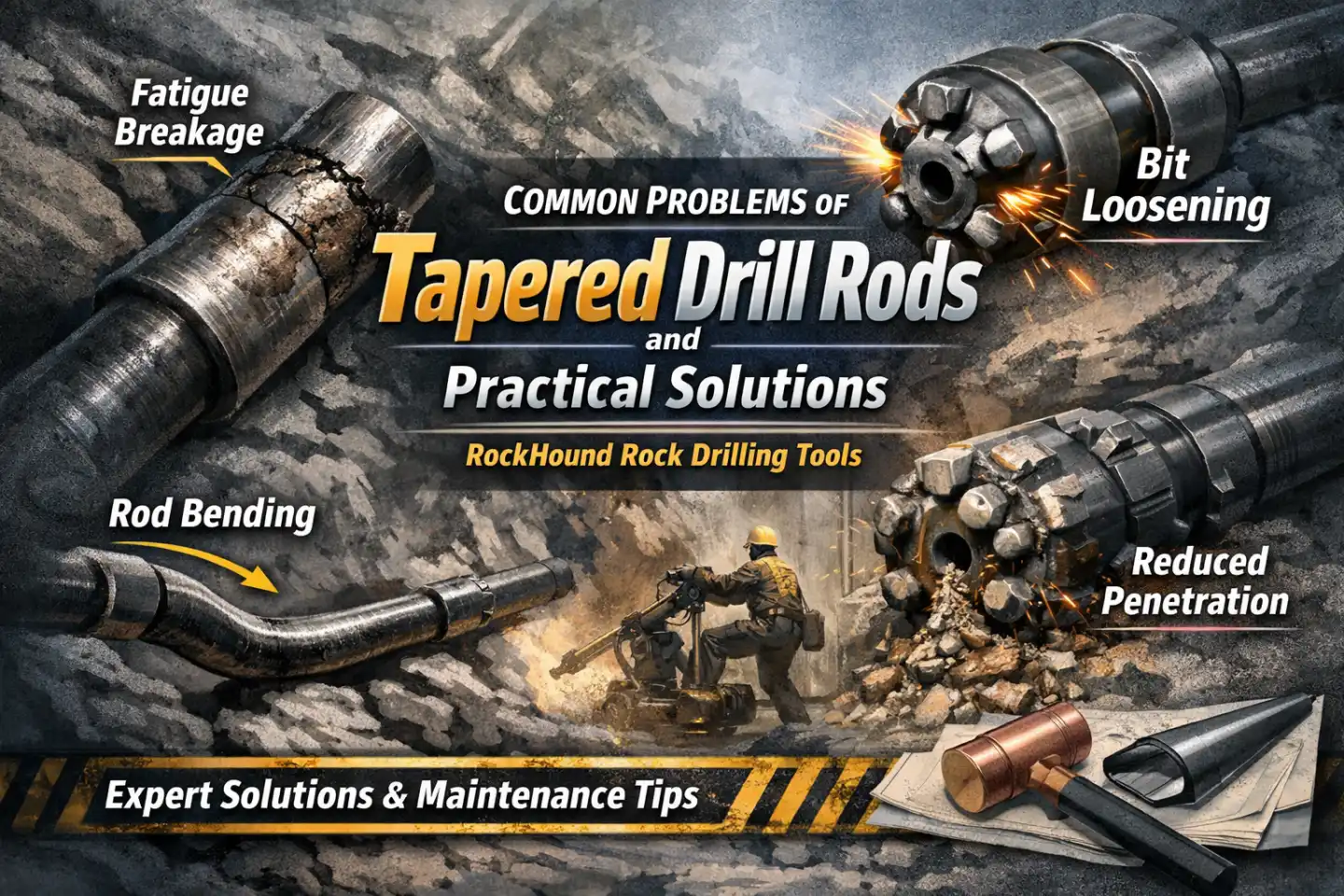
Las barras producidas con ciclos de carburación más cortos presentan un modo de fallo característico: los flancos de rosca se deforman bajo carga antes de que el cuerpo de la barra se acerque al final de su vida útil, lo que obliga a una sustitución prematura e infla los costes por metro.
Referencia: Tratamiento térmico de 20 horas en herramientas de perforación de rocas
Lo más importante: La barra Speed MF y la barra de perforación de extensión se fabrican con la misma aleación, se procesan con el mismo método y se endurecen con la misma especificación. La calidad de los materiales no los diferencia, sino la geometría de las conexiones.
Informe de pruebas del proyecto:
Diferencias clave: Comparación técnica
| Característica | Varilla Speed MF (macho/hembra) | Alargadera (Macho/Macho) |
|---|---|---|
| Configuración de la rosca | Un extremo macho (clavija) + un extremo hembra integrado (caja) | Dos extremos macho (pasador) - perfil simétrico |
| Método de conexión | Directo de varilla a varilla, sin necesidad de manguito de acoplamiento | Requiere un manguito de acoplamiento independiente en cada unión |
| Transmisión de ondas de tensión | Mayor eficacia - la junta integrada minimiza la desadaptación de impedancias y la pérdida de energía por reflexión | Ligera pérdida de energía en cada unión de acoplamiento debido a la discontinuidad de la masa. |
| Rectitud del orificio | Superior - menor conformidad angular en cada junta; preferible para agujeros profundos y de precisión | Estándar - juego angular menor en el manguito de acoplamiento; adecuado para profundidades de poco a medio |
| Holgura de lavado anular | Mayor - El extremo hembra delgado deja más espacio anular para la evacuación de esquejes | Reducido: el diámetro exterior del acoplamiento supera el diámetro exterior del cuerpo del vástago; puede restringir el lavado en diámetros de perforación reducidos. |
| Lógica de desgaste y sustitución | El extremo hembra (caja) es el principal punto de desgaste; cuando se desgasta, se retira toda la varilla. | El manguito de acoplamiento es el principal componente de desgaste; sustituidos independientemente - los cuerpos de las barras siguen en servicio |
| Duración del ciclo de cambio de varilla | Más rápido - un único acoplamiento rotacional por articulación; compatible con carruseles de varillas automatizados | Más largo: la gestión del manguito de acoplamiento añade pasos por cambio de varilla; adecuado para operaciones manuales. |
| Complejidad del inventario | Individual SKU (sólo varilla) | Se requieren dos SKU (varillas + manguitos de acoplamiento); los tamaños de acoplamiento deben coincidir con el perfil de la rosca de la varilla |
| Aplicación típica | Equipos de perforación hidráulicos automatizados - Perforación profunda en banco - Detención de barrenos largos - Requisitos de alta precisión | Equipos de perforación manuales / semiautomáticos - Perforación media y poco profunda - Operaciones sensibles a los costes |
Geometría estructural: La raíz de todas las diferencias
En Varilla Speed MF integra la rosca hembra (caja) directamente en un extremo del cuerpo de la varilla como componente forjado y mecanizado. Al ensamblar la sarta de perforación, el extremo macho (pasador) de la varilla siguiente encaja directamente en este extremo hembra. No hay ningún componente intermedio. La unión es una interfaz de dos cuerpos.
En Alargadera lleva roscas macho (pasador) en ambos extremos. Para unir dos varillas es necesario roscar una manguito de acoplamiento en el extremo del pasador de una varilla y, a continuación, encajando el pasador de la segunda varilla desde el lado opuesto. La articulación se convierte en una interfaz de tres cuerpos: Pasador de la varilla A - Acoplamiento - Pasador de la varilla B. Esta diferencia en la arquitectura de la junta es el único punto de origen de todas las diferencias de rendimiento descritas en esta guía.
Eficacia de transmisión de ondas de tensión
En la perforación con martillo en cabeza, el pistón de perforación de roca genera una onda de esfuerzo de compresión que se desplaza por la sarta de perforación como una onda elástica unidimensional. El objetivo de la onda es suministrar la máxima energía específica a la interfaz broca-roca. Cada junta de la sarta representa un cambio de área transversal y una discontinuidad de masa, condiciones ambas que reflejan parcialmente la onda de tensión entrante hacia la perforadora, reduciendo la entrega de energía neta a la broca.
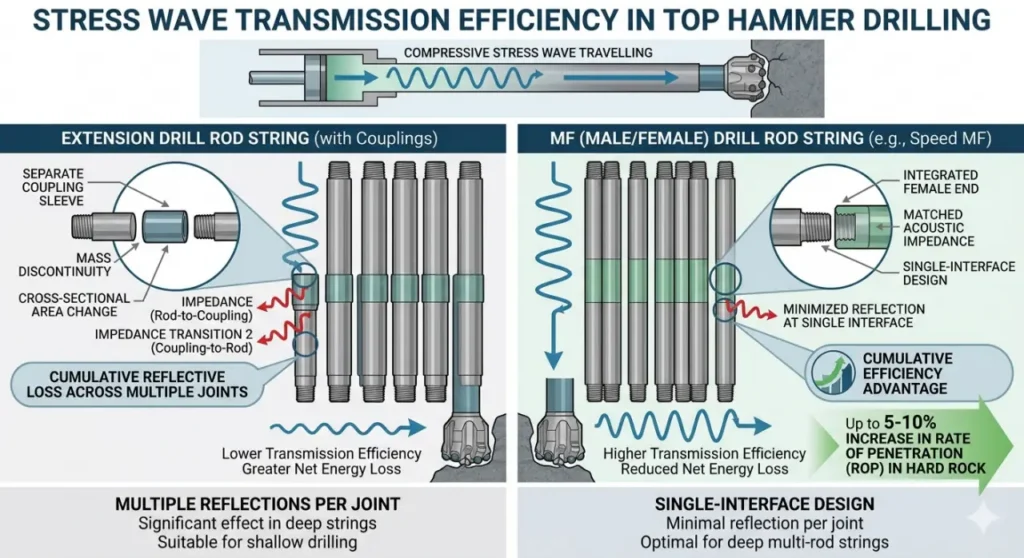
En Speed MF Rod's El extremo hembra integrado está mecanizado para ajustarse al máximo a la impedancia acústica del cuerpo de la varilla. La junta sigue introduciendo cierta reflexión, pero el diseño de interfaz única la minimiza. A lo largo de una cadena de cuatro a seis cañas, esta ventaja de eficacia es acumulativa y medible en la velocidad de penetración.
En Alargadera introduce un manguito de acoplamiento -un elemento de masa independiente- en cada unión. Dado que la geometría de la sección transversal del acoplamiento difiere de la del cuerpo de la barra, la onda de esfuerzo se encuentra con dos transiciones de impedancia por unión (barra-acoplamiento y acoplamiento-barra), lo que aumenta la pérdida total por reflexión. En perforaciones poco profundas (1-3 barras), el efecto es insignificante. En los sondeos profundos con varias barras, el efecto es significativo desde el punto de vista operativo.
Resumen: MF Drill Rods incorporan un acoplamiento “integrado”. Al eliminar una unión roscada (el manguito separado), hay menos pérdida de energía cuando la onda de choque viaja a través de la sarta de perforación. El resultado suele ser un 5-10% aumento del índice de penetración (ROP) en formaciones de roca dura.
Desviación y rectitud del orificio
La desviación del orificio en la perforación rotatoria-percusiva se acumula a partir de tres fuentes: la marcha de la broca, la flexión de la columna de la barra bajo la fuerza de avance y la conformidad angular en cada unión de la barra. La unión integrada de la varilla Speed MF proporciona la mayor rigidez y la menor deformación angular de todas las uniones de varilla de martillo en cabeza, una consecuencia directa de la eliminación del manguito de acoplamiento como elemento mecánico independiente.
En la voladura de banco de producción, una desviación de 1° por longitud de barra en una cadena de 5 barras produce una desviación total de 3,5-5°, suficiente para afectar de forma mensurable a la fragmentación de la voladura, la eficacia de la subperforación y el factor de polvo. Para aplicaciones en las que la desviación del orificio supera ±2% de tolerancia de profundidad del orificio, la barra Speed MF es la opción que cumple las especificaciones.
Para perforaciones poco profundas, rondas de desarrollo inferiores a 20 m o aplicaciones en las que la tolerancia de desviación es ≥3%, la rectitud estándar de la alargadera es adecuada y las ventajas de coste de la reemplazabilidad del acoplamiento se convierten en el criterio de selección dominante.
Resumen: La caja hembra integrada de una varilla MF se mecaniza con alta concentricidad. Para perforaciones profundas (más de 15 m), las varillas MF reducen significativamente desviación del agujero, garantizando una mejor fragmentación y una voladura más segura.
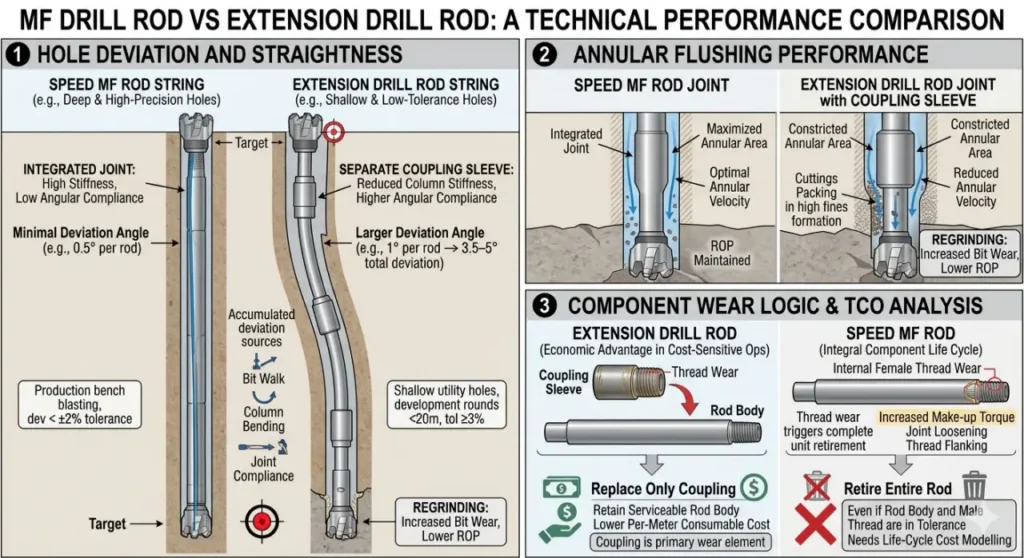
Rendimiento de lavado anular
La eliminación eficaz de los recortes de perforación del fondo del pozo es fundamental para mantener la velocidad de penetración. La reperforación de rocas ya rotas, conocida como rectificado - es responsable de una parte importante, aunque a menudo no cuantificada, del desgaste de la barrena y de la reducción de la velocidad de penetración. La eficacia del lavado se rige por la velocidad anular, que es una función del área anular entre el diámetro exterior de la varilla y la pared del pozo.
Porque el Speed MF Rod's El extremo hembra está mecanizado en el perfil del cuerpo de la varilla, su diámetro exterior en la junta es generalmente igual o sólo ligeramente mayor que el cuerpo de la varilla. La holgura anular es máxima.
En manguito de acoplamiento en una sarta de varillas de extensión tiene necesariamente un diámetro exterior mayor que el cuerpo de la varilla: debe abarcar la rosca macho de ambas varillas. En diámetros de perforación cercanos al diámetro exterior del acoplamiento, esta constricción reduce la velocidad de lavado anular y puede provocar el empaquetamiento intermitente de los recortes detrás del acoplamiento en formaciones con alta generación de finos (roca débil, estratos arcillosos).
Lógica de desgaste de componentes y coste total de propiedad
Esta es la zona en la que el Alargadera supone una clara ventaja económica en operaciones sensibles a los costes. El manguito de acoplamiento, y no el cuerpo del vástago, es el principal elemento de desgaste en cada unión. El desgaste de la rosca en la interfaz entre el bulón y el acoplamiento es más rápido que el del cuerpo del vástago, ya que el acoplamiento es un componente más pequeño y ligero expuesto a idénticas concentraciones de tensión. Sustituir sólo el acoplamiento cuando se desgasta, conservando el cuerpo del vástago, reduce el coste de los consumibles por metro.
En el Varilla Speed MF, El extremo hembra está integrado en el vástago. Cuando la geometría de su rosca interna se desgasta más allá de lo especificado, lo que suele evidenciarse por un aumento del par de apriete, un aflojamiento de la junta al girar o un flanqueo visible de la rosca, el extremo hembra se desgasta más de lo especificado. se retira toda la caña, aunque el cuerpo de la varilla y la rosca macho sigan dentro de la tolerancia. En operaciones de gran volumen, esta lógica de sustitución debe tenerse en cuenta en la modelización de los costes del ciclo de vida.
Guía de selección de aplicaciones
Elija Velocidad MF Varilla Cuando:
- Usted opera equipos de perforación hidráulica automatizados con sistemas de carrusel de varillas (por ejemplo, Sandvik serie DT/DL, Epiroc Boomer/Simba)
- La rectitud del orificio es una especificación primordial - voladura de bancos de producción, perforación de chimeneas, perforación de pozos largos >20 m de profundidad
- Usted quiere simplificar la contratación eliminando los manguitos de acoplamiento como SKU gestionada independiente
- Maximizar el índice de penetración es la prioridad sobre el coste de sustitución por componente
- Su operación requiere ciclos rápidos de cambio de barras para maximizar el porcentaje de utilización de las perforadoras.
Elija la barra de taladro de extensión cuando:
- El control de los costes de los consumibles es un KPI dominante - la posibilidad de sustituir el acoplamiento reduce el coste total por metro perforado en aplicaciones medias y poco profundas
- Perforación agujeros medianos o poco profundos (normalmente <20 m) donde la tolerancia de desviación es la norma
- Su equipo es un aparejo manual o semiautomático donde la gestión del acoplamiento es una parte estándar del flujo de trabajo del operador
- Usted opera múltiples equipos de perforación con especificaciones variables y prefieren la flexibilidad basada en el acoplamiento para adaptar las barras a diferentes perfiles de rosca
- Su organización mantiene alto inventario de cuerpos de varilla y desea maximizar la utilización de los activos mediante la sustitución de acoplamientos
Resumen
| Parámetro | Varilla Speed MF | Alargadera |
|---|---|---|
| Fuerza primaria | Eficacia + precisión + compatibilidad con la automatización | Flexibilidad de costes + sustitución de componentes |
| Compromiso clave | Mayor coste de sustitución de la unidad cuando se desgasta el extremo hembra | Acoplamiento añadido Gestión de SKU; ligera pérdida de energía en las juntas |
| Aplicación ideal | Equipos automatizados, perforaciones profundas, voladuras de alta precisión | Aparejos manuales, agujeros medianos y poco profundos, operaciones con presupuesto limitado |
| Material / Tratamiento térmico | 23CrNiMo - 20 horas de carburación | 23CrNiMo - 20 horas de carburación |
Recomendación RockHound: La decisión entre la barra MF de velocidad y la barra de perforación de extensión es una decisión de ingeniería de aplicación, no una decisión de calidad. Adapte la geometría de la conexión a su tipo de equipo, profundidad objetivo y estructura de costes. Ambas varillas cumplen las especificaciones si se fabrican correctamente; la diferencia radica en cómo se adaptan a su aplicación específica.
Obtenga una especificación de barra de perforación personalizada de RockHound
¿No está seguro de qué varilla se adapta a su proyecto? Díganos su:
- Modelo de perforadora
- Tipo de roca objetivo y UCS (MPa)
- Profundidad y diámetro de perforación
El equipo de ingeniería de RockHound le proporcionará una especificación gratuita de la sarta de perforación adaptada a sus condiciones operativas exactas.
Preguntas frecuentes
La varilla Speed MF (varilla de perforación macho/hembra) presenta una rosca macho (pasador) en el extremo del vástago y una rosca hembra (caja) integrada en el otro. Se denomina "Speed" porque la conexión directa de varilla a varilla, que no requiere manguito de acoplamiento, reduce significativamente el tiempo de ciclo de cambio de varilla en comparación con las configuraciones de varilla de extensión. Este diseño es especialmente ventajoso en los equipos de perforación hidráulica automatizados con sistemas de carrusel de barras, en los que cada segundo ahorrado por cambio de barra se extiende a todo un turno de producción.
Las barras MF Speed y las barras de perforación de extensión utilizan geometrías de conexión fundamentalmente incompatibles y no pueden combinarse en una sola sarta de perforación. El extremo hembra de una barra MF está diseñado para recibir directamente el extremo macho de otra barra; la configuración macho-macho de una barra de extensión requiere un manguito de acoplamiento para unirse a cualquier otra barra. Si se intentan mezclar estos tipos, no se producirá el acoplamiento mecánico o se producirá un acoplamiento incorrecto de las roscas, con el consiguiente riesgo de fallo de la unión bajo cargas de percusión.
Asegúrese de que toda su sarta de perforación utiliza un tipo de varilla consistente adaptado al adaptador del vástago y a la especificación de la rosca de la broca.
En igualdad de condiciones, el Varilla Speed MF proporciona velocidades de penetración ligeramente superiores en aplicaciones de perforación profunda en roca dura. La junta integrada reduce las pérdidas por reflexión de ondas de tensión en cada conexión de varilla en comparación con la interfaz del manguito de acoplamiento de una varilla de extensión. En una sarta de una o dos barras, esta diferencia es insignificante. En una sarta de cinco a seis varillas (barrenos de 20-30 m), la diferencia de eficiencia energética acumulada es mensurable: normalmente 3-7% más de energía neta suministrada a la cara de la broca, dependiendo de las propiedades mecánicas de la roca y de los parámetros de funcionamiento de la perforadora.
Hay que tener en cuenta que la selección de la broca, la optimización de la fuerza de avance y la eficacia del lavado suelen tener una mayor influencia en la ROP que la selección del tipo de varilla.
La vida útil del manguito de acoplamiento varía significativamente con el tipo de roca, la profundidad de perforación, la velocidad de rotación y el medio de lavado. Como pauta general de campo, los manguitos de acoplamiento suelen requerir sustitución a los 30-50% de la vida útil del cuerpo de la varilla en rocas abrasivas duras (por ejemplo, granito, cuarcita), y a los 50-70% de la vida útil del cuerpo de la varilla en rocas de dureza media.
Inspeccione regularmente los acoplamientos para detectar: (1) deformación visible del flanco de la rosca o gripado, (2) aumento de los requisitos de par de apriete, (3) aflojamiento de la unión durante la rotación. Sustituya los acoplamientos a la primera señal de estos indicadores: si se sigue utilizando un acoplamiento desgastado, se acelera el desgaste de las roscas del pasador del vástago y puede producirse una separación catastrófica de la unión en el fondo del pozo.
El 23CrNiMo es el material más utilizado para barras de perforación de martillo en cabeza y representa el estándar del sector para herramientas de calidad profesional. Ofrece un excelente equilibrio entre cementabilidad, tenacidad del núcleo y resistencia a la fatiga para la mayoría de las aplicaciones de perforación.
Otros tipos de acero patentados, como el Sanbar 64 de Sandvik, se utilizan en herramientas de fabricantes de equipos originales y se diseñan para obtener características de rendimiento específicas, como una mayor dureza pasante o relaciones de aleación modificadas para formaciones extremadamente abrasivas. Sin embargo, el 23CrNiMo fabricado con los controles de proceso adecuados (extracción del agujero central + carburación de 20 horas) cumple o supera sistemáticamente los parámetros de rendimiento de aplicaciones comparables.
Lectura relacionada: Comparación de materiales: 23CrNiMo vs Sanbar64
La profundidad de cementación es una función del tiempo a la temperatura. Un ciclo de carburación de 20 horas a la temperatura adecuada consigue una profundidad de la caja de aproximadamente 1,5-2,5 mm en acero 23CrNiMo. Los ciclos más cortos (8-12 horas, habituales en la fabricación de presupuestos) producen profundidades de caja menores, de 0,6-1,2 mm.
En servicio, las roscas de la barra de perforación experimentan una carga combinada severa: tensión axial y compresión de la onda de esfuerzo de percusión, torsión por rotación y flexión por desviación del agujero. Los flancos de la rosca están sometidos a una tensión de contacto hertziana en cada engrane de reposición. Una capa superficial de la carcasa se desgasta rápidamente, dejando al descubierto el material más blando del núcleo, lo que provoca una deformación acelerada de la rosca y el fallo prematuro del vástago. El ciclo de 20 horas no es una especificación comercial, sino un requisito técnico mínimo para una vida útil profesional.
Referencia: Guía técnica completa de tratamiento térmico
La selección del perfil de rosca viene determinada por la especificación del adaptador del vástago de su equipo de perforación y el diámetro de perforación objetivo. Como referencia general:
- R32 - Diámetro de perforación de 33-51 mm; aplicaciones de martillo en cabeza de trabajo ligero a medio
- R38 - 38-57 mm; perforación de superficie y subterránea estándar de uso medio
- T38 - 38-57 mm; mayor capacidad de par que el R38 debido al paso de rosca más grueso; preferible en rocas más duras.
- T45 - 45-64 mm; perforación de banco subterránea y de superficie para trabajos pesados
- T51 - 51-76 mm; aplicaciones pesadas de gran diámetro, perforadoras de alta energía
Verifique siempre la compatibilidad de roscas entre el adaptador de vástago, la varilla, el acoplamiento (para varillas de extensión) y la broca. Las roscas no coincidentes causan daños inmediatos en la unión y anulan la garantía del producto.
La vida útil en campo se rige principalmente por cuatro prácticas operativas:
- Lubricación de roscas - aplique grasa para varillas a todas las conexiones roscadas antes de cada reposición. Las roscas secas generan gripado y fatiga por rozamiento a las pocas horas de funcionamiento.
- Par de apriete correcto - las conexiones demasiado apretadas sobrecargan los flancos de la rosca y provocan grietas por fatiga; las conexiones poco apretadas permiten el desgaste por rozamiento y el aflojamiento de la junta. Siga los valores de par de apriete especificados por el fabricante de la broca
- Posición de la varilla giratoria en la cuerda - la varilla más cercana al adaptador del vástago experimenta la mayor amplitud de tensión. La rotación de las varillas a través de las posiciones de la cuerda distribuye el desgaste uniformemente por todo el inventario.
- Inspeccionar y retirar en el umbral correcto - Las roscas desgastadas de los extremos hembra de la varilla Speed MF y de los manguitos de acoplamiento deben retirarse antes de que provoquen un fallo catastrófico de la unión en el fondo del pozo. La recuperación de la varilla de un pozo profundo después de una separación en el pozo cuesta mucho más que una varilla nueva.